Про ABS от FD Plast. Оптимальные параметры печати.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
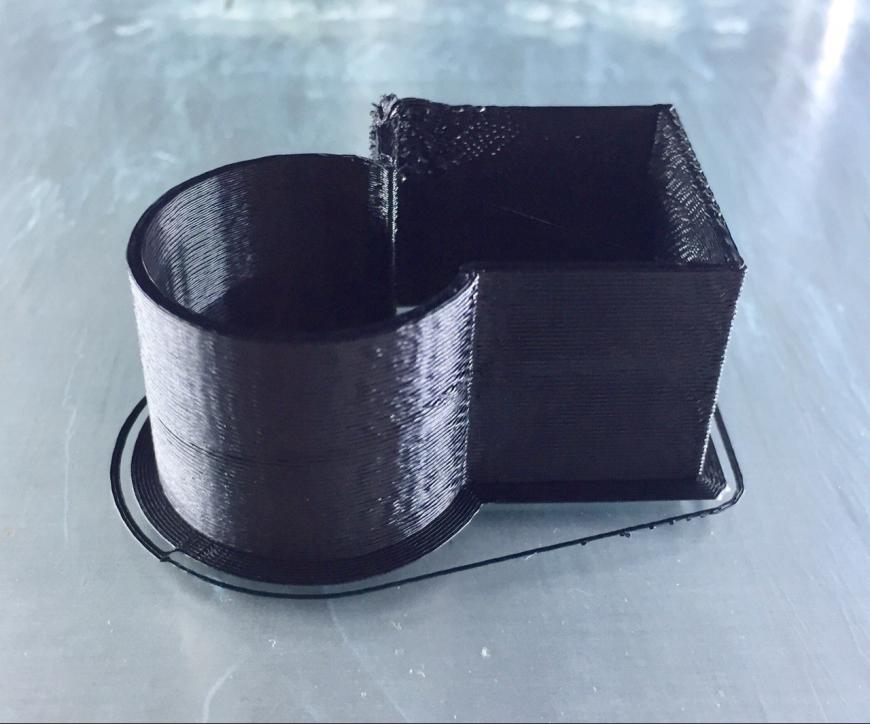
Температура остальных слоёв – 245С.
Коэффициент подачи: 0.99
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
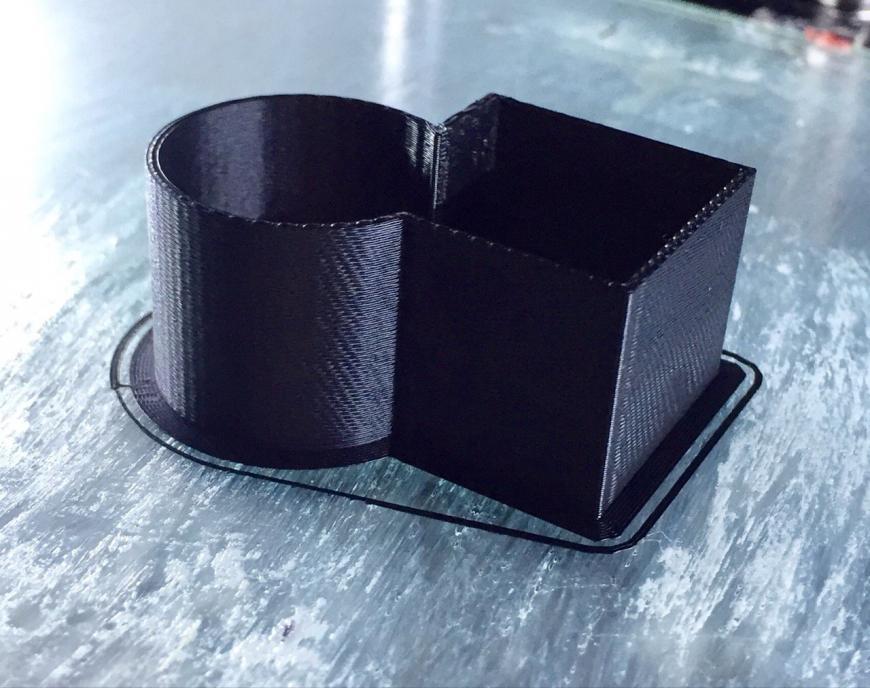
Как мы можем наблюдать, перелив пластика очевиден, поверхность шероховатая. Деталь получилась очень прочная, от стола отлипла очень легко.

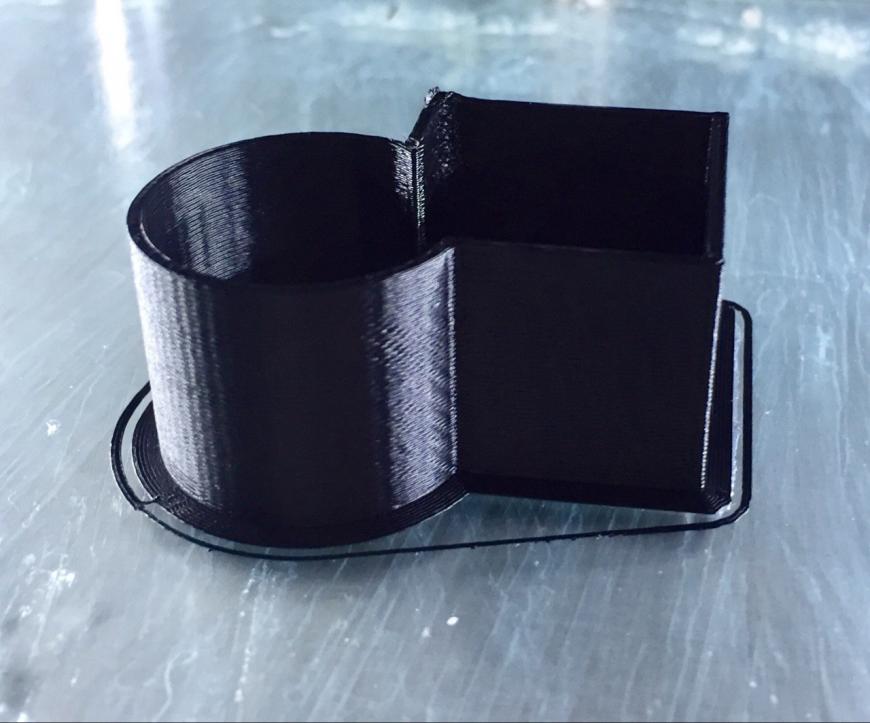
Температура остальных слоёв – 250С.
Коэффициент подачи: 0.91
Температура стола для первого слоя – 115С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
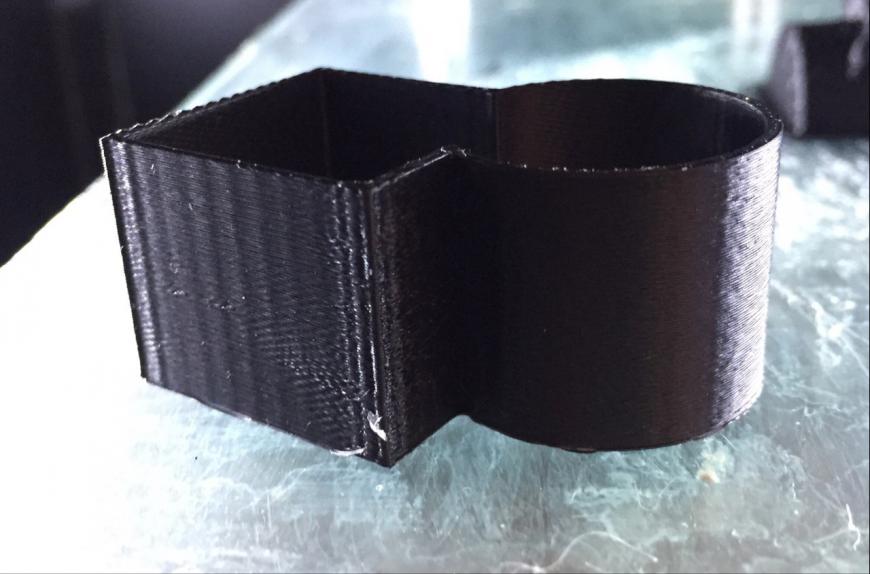
Поверхность получилась очень ровная, правда если приглядеться все равно можно заметить небольшой, еле заметный глазу перелив пластика. На обратной стороне квадрата мы можем наблюдать значительный перелив пластика (возможно это связано с тем, что принтер заканчивает на этом месте цикл печати слоя, и скорость печати слишком велика), следующий тест буду проводить на меньшей скорости печати (45ммс.) и при меньших температурах стола и экструдера.

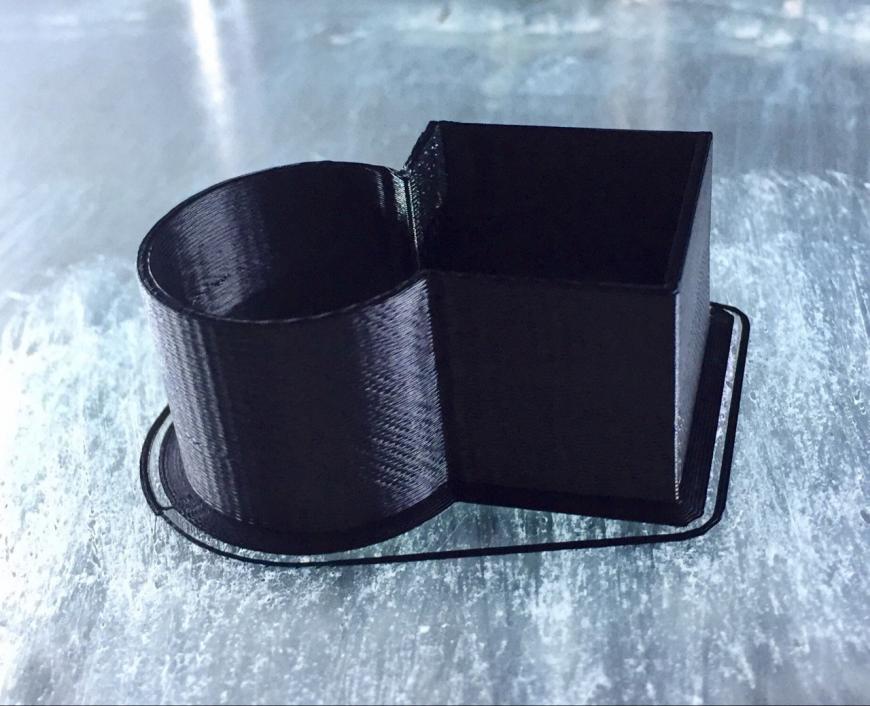
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.93
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
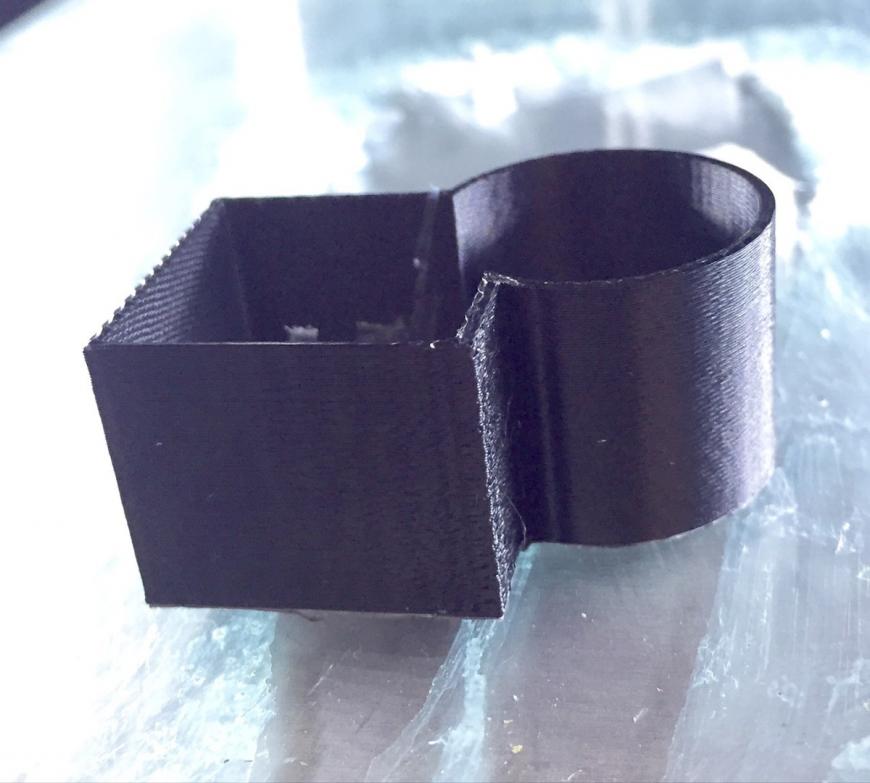
Спереди поверхность получилась ровная, но опять же заметен перелив пластика, причем чуть более заметный чем при тесте 2. Снова с обратной стороны мы можем наблюдать наплывы, но он уже значительно меньше чем при 1 и 2 тестах. В следующем тесте я уменьшу коэффициент подачи до 0.87 а температуры стола и экструдера оставлю прежними.

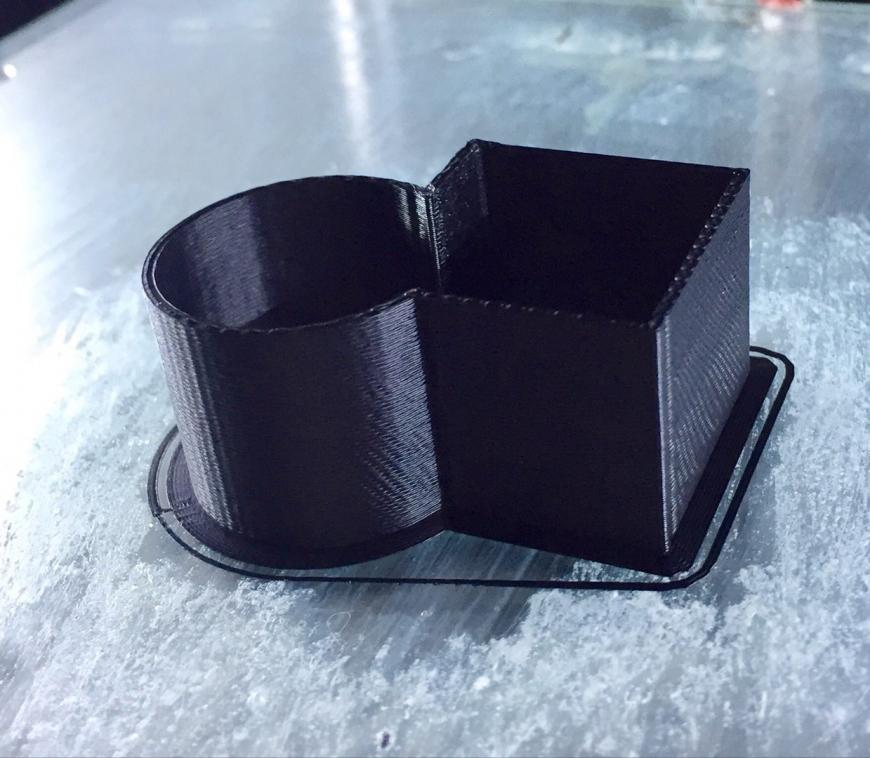
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.87
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
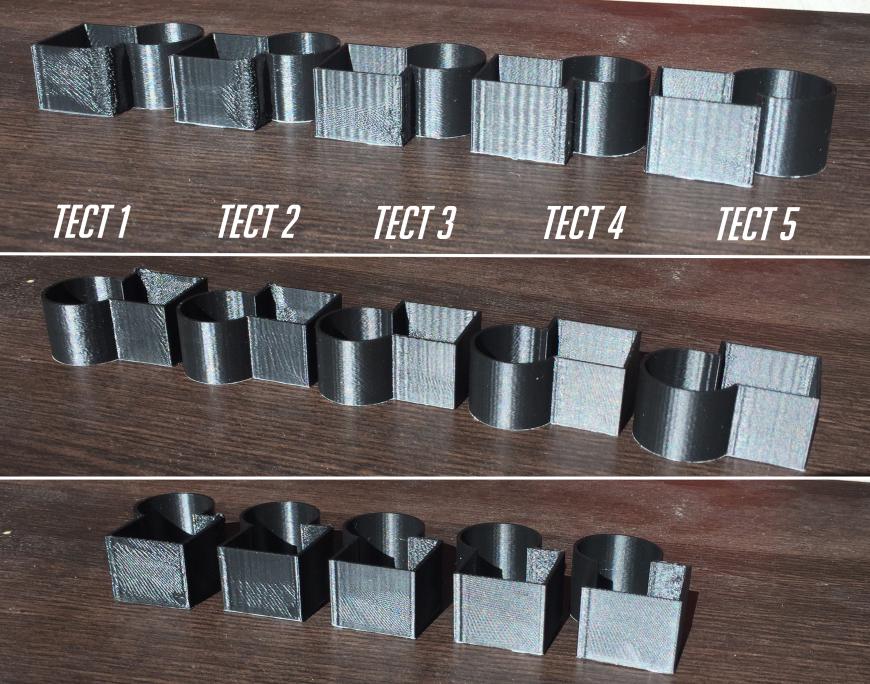
Поверхность получилась очень ровная, наплывов почти нет. Сзади квадрата тоже почти все в норме. Параметры печати при тесте номер 4 оказались самыми оптимальными. В следующем тесте я уменьшу температуру экструдера на 5 градусов, и коэффициент подачи на 0.02 единицы, температуру стола оставлю прежней.
Температура остальных слоёв – 230С.
Коэффициент подачи: 0.85
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась хорошая, текстура пластика ровная на всей поверхности детали, за небольшим исключением задних граней квадрата.

Если вам есть что добавить по теме, обязательно пишите свои наблюдения и мысли в комментариях.
Да прибудет с вами Сила.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Про ABS от FD Plast. Оптимальные параметры печати.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Температура остальных слоёв – 245С.
Коэффициент подачи: 0.99
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
Как мы можем наблюдать, перелив пластика очевиден, поверхность шероховатая. Деталь получилась очень прочная, от стола отлипла очень легко.
Температура остальных слоёв – 250С.
Коэффициент подачи: 0.91
Температура стола для первого слоя – 115С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
Поверхность получилась очень ровная, правда если приглядеться все равно можно заметить небольшой, еле заметный глазу перелив пластика. На обратной стороне квадрата мы можем наблюдать значительный перелив пластика (возможно это связано с тем, что принтер заканчивает на этом месте цикл печати слоя, и скорость печати слишком велика), следующий тест буду проводить на меньшей скорости печати (45ммс.) и при меньших температурах стола и экструдера.
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.93
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Спереди поверхность получилась ровная, но опять же заметен перелив пластика, причем чуть более заметный чем при тесте 2. Снова с обратной стороны мы можем наблюдать наплывы, но он уже значительно меньше чем при 1 и 2 тестах. В следующем тесте я уменьшу коэффициент подачи до 0.87 а температуры стола и экструдера оставлю прежними.
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.87
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась очень ровная, наплывов почти нет. Сзади квадрата тоже почти все в норме. Параметры печати при тесте номер 4 оказались самыми оптимальными. В следующем тесте я уменьшу температуру экструдера на 5 градусов, и коэффициент подачи на 0.02 единицы, температуру стола оставлю прежней.
Температура остальных слоёв – 230С.
Коэффициент подачи: 0.85
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась хорошая, текстура пластика ровная на всей поверхности детали, за небольшим исключением задних граней квадрата.
Если вам есть что добавить по теме, обязательно пишите свои наблюдения и мысли в комментариях.
Да прибудет с вами Сила.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Про ABS от FD Plast. Оптимальные параметры печати.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Температура остальных слоёв – 245С.
Коэффициент подачи: 0.99
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
Как мы можем наблюдать, перелив пластика очевиден, поверхность шероховатая. Деталь получилась очень прочная, от стола отлипла очень легко.
Температура остальных слоёв – 250С.
Коэффициент подачи: 0.91
Температура стола для первого слоя – 115С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
Поверхность получилась очень ровная, правда если приглядеться все равно можно заметить небольшой, еле заметный глазу перелив пластика. На обратной стороне квадрата мы можем наблюдать значительный перелив пластика (возможно это связано с тем, что принтер заканчивает на этом месте цикл печати слоя, и скорость печати слишком велика), следующий тест буду проводить на меньшей скорости печати (45ммс.) и при меньших температурах стола и экструдера.
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.93
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Спереди поверхность получилась ровная, но опять же заметен перелив пластика, причем чуть более заметный чем при тесте 2. Снова с обратной стороны мы можем наблюдать наплывы, но он уже значительно меньше чем при 1 и 2 тестах. В следующем тесте я уменьшу коэффициент подачи до 0.87 а температуры стола и экструдера оставлю прежними.
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.87
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась очень ровная, наплывов почти нет. Сзади квадрата тоже почти все в норме. Параметры печати при тесте номер 4 оказались самыми оптимальными. В следующем тесте я уменьшу температуру экструдера на 5 градусов, и коэффициент подачи на 0.02 единицы, температуру стола оставлю прежней.
Температура остальных слоёв – 230С.
Коэффициент подачи: 0.85
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась хорошая, текстура пластика ровная на всей поверхности детали, за небольшим исключением задних граней квадрата.
Если вам есть что добавить по теме, обязательно пишите свои наблюдения и мысли в комментариях.
Да прибудет с вами Сила.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.