Печать ABS пластиком: температура, параметры, настройки

Физические свойства ABS пластика делают его отличным вариантом для функциональных и декоративных моделей. Основные проблемы, с которыми вы можете столкнуться при печати ABS — это отсутствие прилипания к столу 3d принтера, коробление детали с боков и выделяемые токсичные пары. В этой статье рассмотрим какие же оптимальные настройки 3d принтера для печати этим прекрасным материалом.
Температурное расширение пластика во время 3D печати
Как известно при нагревании пластика в экструдере, она имеет тенденцию к расширению. Нужно отметить, что разные пластики имеют свои коэффициенты расширения, ABS и нейлон имеют достаточно большие значения и после остывания, пластик начинает сжиматься, что приводит к его отслаиванию от стола 3d принтера и искривлению модели. Регулирование настроек 3d принтера помогут минимизировать данные дефекты.
Настройки 3D принтера
Печать ABS пластиком может показаться немного сложнее чем PLA пластиком, но правильные настройки решат все сложности.
Экструдер
ABS плавится в диапазоне от 210 до 250 ° C. Значение в 235 ° C наиболее оптимально, но всегда учитывайте температуру окружающего воздух.
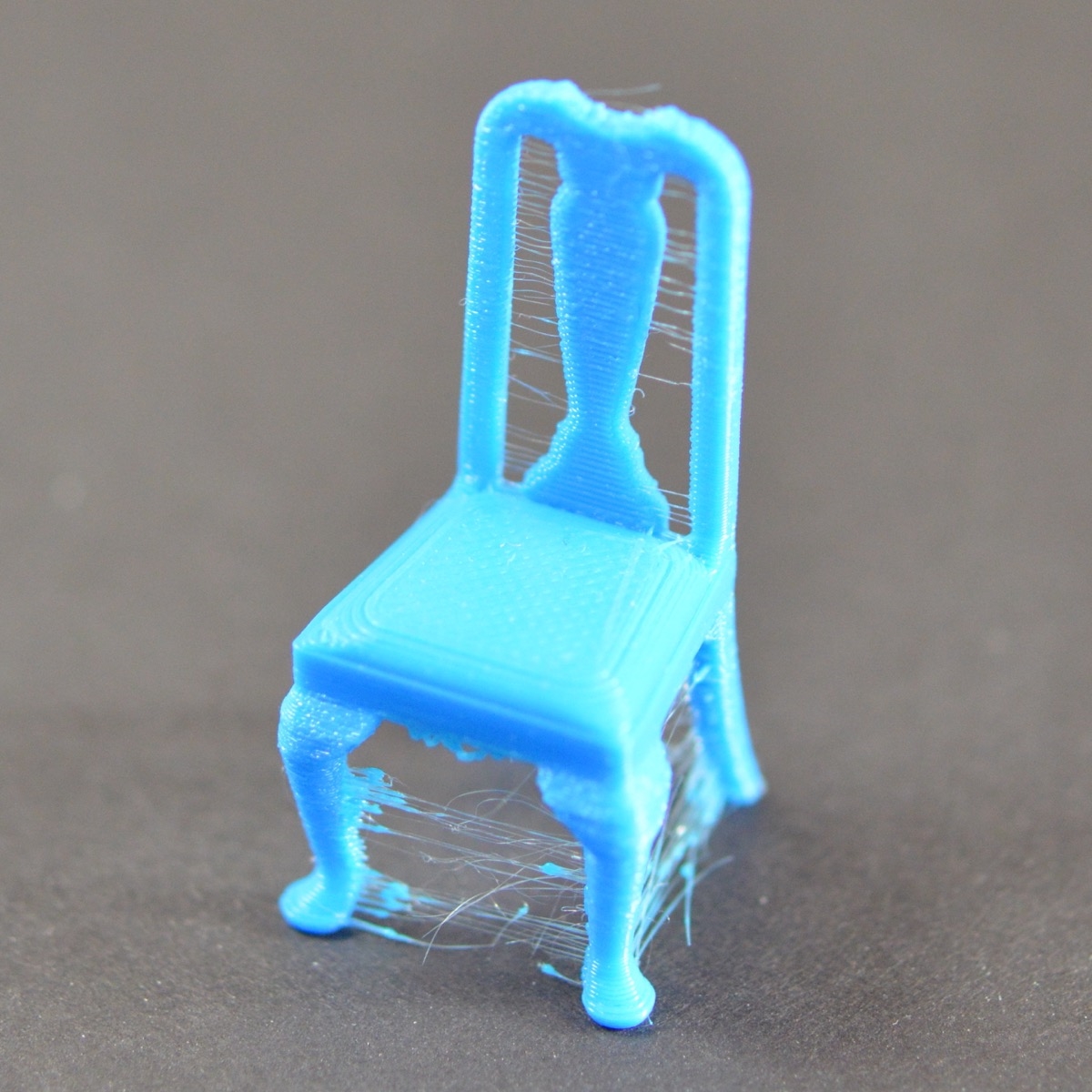
Если вы запустите экструдер слишком горячим, вы заметите множество нитей, образовавшихся между стенками вашей детали.
Если прогрев будет недостаточен, нить будет недостаточно выдавливается, что приведет к пропускам при нанесении слоев модели.
Стол 3d принтера
Функция стола с подогревом — устранить отслаивание первого слоя модели, поэтому установка правильной температуры имеет решающее значение. Температура, при которой пластик меняет фазу из твердого состояния в эластичное (но не жидкое), известна как температура стеклования (Tg ).
Для ABS температура стеклования составляет 105 ° C, следовательно, температура стола в 110 ° C будет достаточной.
Оптимальные настройки слайсера для печати ABS пластиком
У слайсера есть несколько важных настроек:
Оптимальная скорость печати ABS пластиком?
Хорошая скорость печати для ABS обычно находится в диапазоне 40-60 мм / с, как и для PLA. Скорость можно увеличить еще больше, если у вас есть термокорпус у вашего 3D-принтера, а другие факторы, такие как температура и стабильность, будут тщательно контролироваться т.к. ABS пластик дает усдаку. Е сли вы печатаете ABS со скоростью 60 мм / с, сделайте скорость первого слоя на уровне 70%. В некоторых случаях это может значительно улучшить адгезию.
Еще лайфхаки
Корпуса для 3d принтера

Кожух для вашей машины гарантирует, что температура окружающего воздуха будет стабильной и предохранит модель от деформации.
Клеи для стола 3d принтера
Другой вариант, который кажется эффективным в борьбе с отслаиванием — это использование клея. Клей можно наносить прямо на стол 3d принтера, что будет способствовать лучшему прилипанию отпечатка к платформе.
Продуманный дизайн
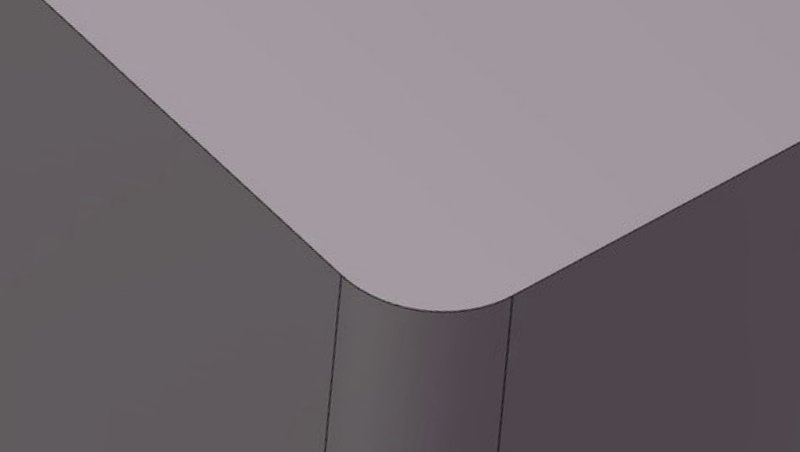
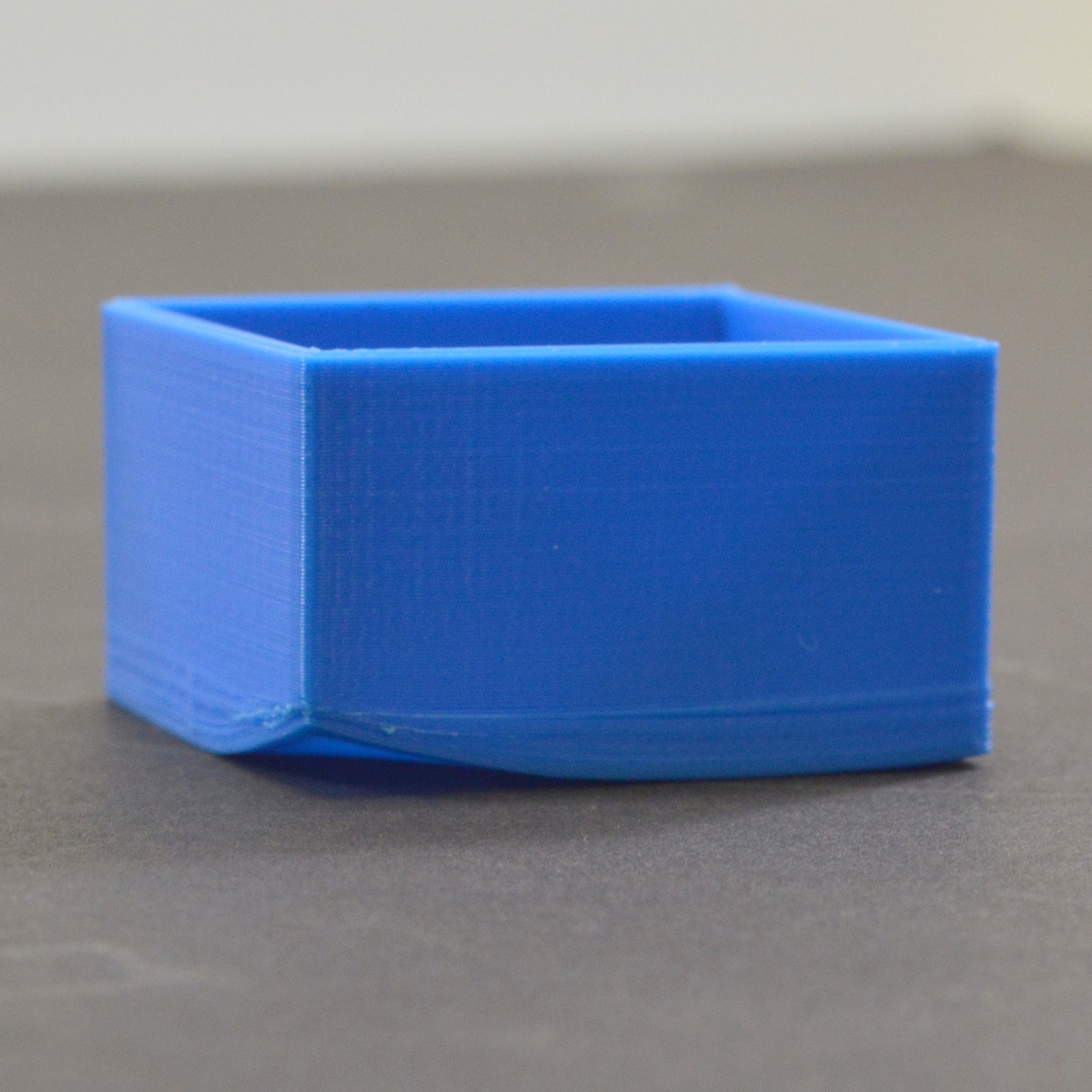
Острые углы в конструкции могут привести к дефектами, поскольку напряжение от деформации концентрируется в одной точке. Закругленные углы помогают распределить напряжение по изогнутой траектории и следовательно, снизить её концентрацию в любой отдельной точке.

Немного попрактиковавшись и выбрав правильные настройки, вы быстро овладеете искусством 3d печати из ABS пластика.
Обязательно почитайте про постобработку 3d моделей после печати, это существенное улучшить качество поверхности ваших отпечатков.
ABS-пластик: характеристики, преимущества и параметры печати
Акрилонитрилбутадиенстирол (АБС, ABS) — один из наиболее популярных материалов для 3D-печати ввиду относительной дешевизны и удачного сочетания физико-механических и химических характеристик.
Тем не менее, АБС не лишен недостатков, наиболее значимый из которых — довольно высокая термоусадка, в большинстве случаев требующая использования не только адгезионных средств, но и закрытых термокамер с подогреваемыми платформами. В противном случае возможно преждевременное отделение печатаемого изделия от столика, а также деформации и растрескивание в процессе 3D-печати. При должной подготовке и использовании соответствующих материалов и оборудования эта проблема успешно решается.
Основные преимущества АБС
АБС демонстрирует хорошие прочностные характеристики, включая ударную стойкость, и отлично поддается механической обработке. Этот полимер также реагирует со многими растворителями, что можно рассматривать и как недостаток, и как преимущество. Например, АБС легко растворяется в ацетоне, что позволяет использовать последний для склеивания отдельных деталей (особенно хорошо работает так называемый «АБС-сок» — раствор АБС в ацетоне), а также сглаживания поверхностей с помощью кистей или паровых бань.
3D-печатная модель из АБС до и после сглаживания парами ацетона
АБС обладает достаточно высокой температурой тепловой деформации, однако длительная эксплуатация деталей без защитных покрытий на открытом воздухе не рекомендуется, так как материал весьма восприимчив к разрушительному действию ультрафиолетового излучения. Для этой цели лучше подходит близкий родственник АБС — акрилонитрилстиролакрилат (АСА, ASA), представленный в нашем ассортименте под названием REC Eternal.
Общие характеристики REC ABS:
Механические характеристики REC ABS:
Рекомендации по подготовке к 3D-печати
АБС не требует использования высокотемпературных экструдеров или износостойких сопел, но, как упоминалось выше, при работе с АБС необходимо соблюдать достаточно жесткий температурный режим во избежание проблем из-за преждевременной усадки.
Так как степень линейной усадки зависит от габаритов моделей, при 3D-печати небольших изделий длиной и/или шириной в несколько сантиметров зачастую можно обойтись подогревом стола и использованием адгезионного покрытия. Другими словами, такие изделия можно печатать на недорогих 3D-принтерах с открытыми рамами, например множественных клонах Prusa.
При 3D-печати более крупных деталей, измеряемых десятками сантиметров и выше, необходимо использовать как минимум закрытые камеры с подогреваемыми столиками, а оптимально — термокамеры с активной регулировкой фоновой температуры.
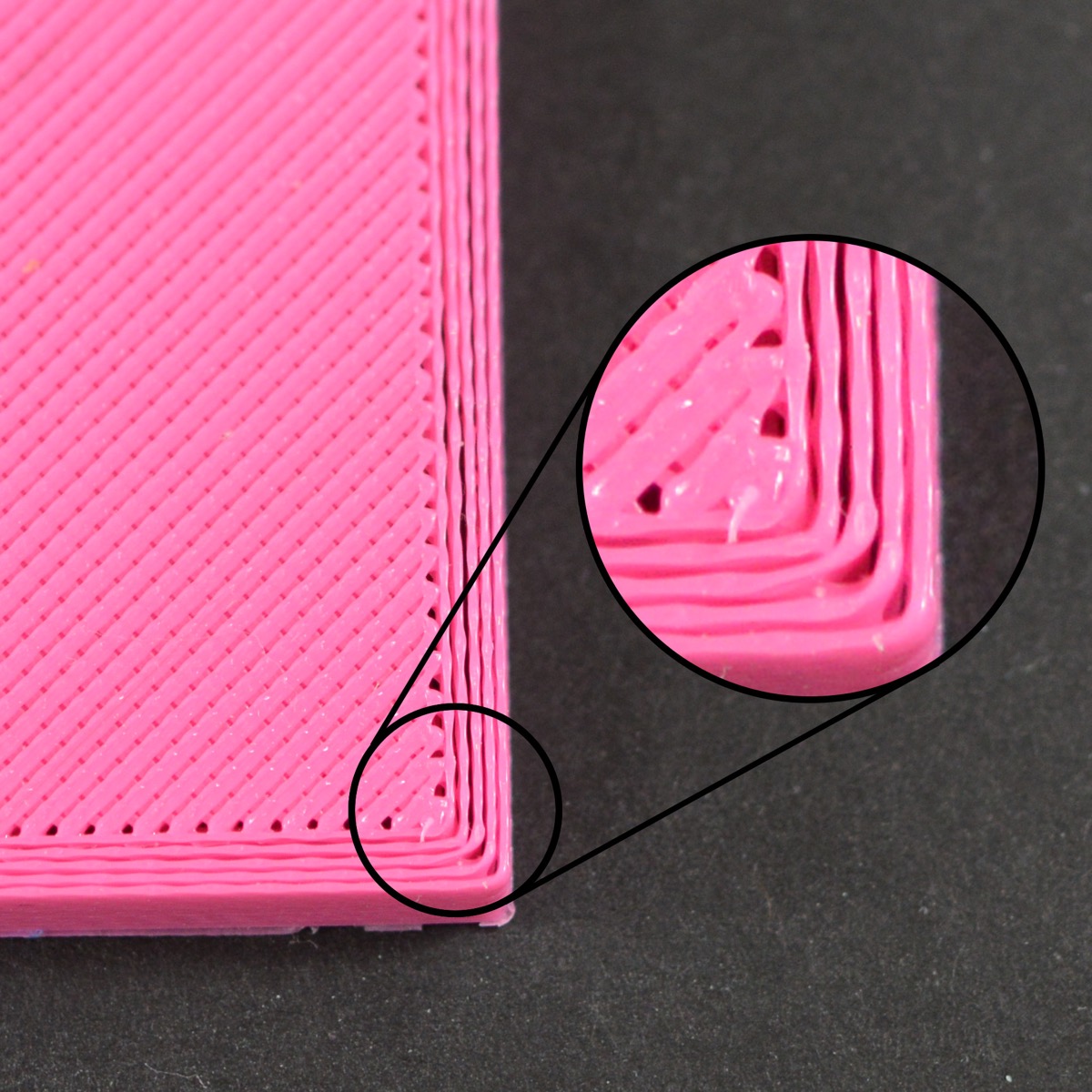
Типичные проблемы при 3D-печати АБС-пластиком, вызываемые усадкой: закручивание нижних слоев и растрескивание
Скорость укладки нити необходимо подбирать, опять-таки отталкиваясь от усадки. При использовании 3D-принтеров с открытой рабочей зоной 3D-печать желательно осуществлять без использования обдува, но для этого скорость укладки должна быть достаточно низкой для того, чтобы пластик успевал схватываться, затвердевать и выдерживать вес последующих слоев. При использовании термокамер, особенно активных, эта проблема нивелируется, так как фоновая температура помогает стабилизировать температуру пластика, что в свою очередь позволяет использовать обдув и наращивать скорость 3D-печати.
Слишком высокой скорости стоит избегать даже при использовании термокамер и обдува, так как хотэнд не будет справляться с плавлением филамента, что приведет к пропускам в укладке материала и образованию дыр в изделиях. Повышать производительность хотэнда через чрезмерное повышение температуры не рекомендуется, так как это может привести к образованию нагара, пробок и даже к пиролитическому разложению материала.
Для повышения адгезии с рабочей поверхностью можно использовать специальные покрытия и клеевые составы. Дополнительно можно печатать рафты или юбки — вспомогательные конструкции под моделью и вокруг нее, увеличивающие площадь соприкосновения.
Пример 3D-печати на рафте
Рекомендуемые настройки для 3D-печати материалом REC ABS:
Хранение
Так как АБС восприимчив к ультрафиолету, материал желательно хранить в темном месте или непрозрачных контейнерах. АБС не отличается высокой гигроскопичностью, но тем не менее рекомендуется хранить вскрытый пластик в плотно закрытых пластиковых пакетах или других контейнерах с добавлением силикагеля для защиты от влаги и пыли. При необходимости материал можно просушить перед 3D-печатью и установить поролоновый пылевой фильтр перед подачей нити в экструдер. Подробный гайд по хранению пластиков для 3D-печати доступен по этой ссылке, а по просушиванию пластиков — здесь.
Безопасность REC ABS
При 3D-печати АБС возможно выделение вредных летучих веществ в небольших объемах, не представляющих серьезной опасности. Тем не менее, рекомендуется печатать в хорошо проветриваемых помещениях и по возможности оборудовать рабочие станции вытяжкой.
Объемы выделений и предельно допустимые концентрации (ПДК):
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания REC ABS
Наша компания последовательно проводит испытания выпускаемых материалов для 3D-печати. С отчетами об испытаниях REC ABS можно ознакомиться по ссылкам ниже:
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
Настройки печати ABS пластиком

ABS любят и ненавидят. С одной стороны, это доступный и во многом универсальный термопластик с великолепными физическими характеристиками. С другой, новичок испортит не одну модель, прежде чем научится выставлять правильные настройки. Тем не менее, если ваш FDM-принтер в принципе способен работать с ABS, вам будет полезно освоить этот непростой, но очень полезный материал.
Содержание:
Достоинства и недостатки
Начнём с приятного. Пластик ABS любят за то, что он:
Грамотно напечатанную модель из ABS можно без особых усилий сгладить и отполировать до блеска с помощью обычного ацетона, либо используя механические инструменты После этого изделие можно при желании грунтовать и красить акриловыми красками. Очень удобно!
На практике достоинства ABS с лихвой компенсируются его требовательностью к условиям печати. Вот, что подстерегает новичка:
Что касается готовых изделий из ABS, то стоит держать их подальше от солнечных лучей, иначе они начнут разрушаться под действием УФ-излучения.
Основные требования для качественной печати
Требования к условиям печати у разных производителей могут немного отличаться, но в среднем цифры для ABS будут такими:
Важно понимать, что это именно усреднённые значения, и параметры для конкретного слайсера, принтера и марки филамента будут различаться, хотя и в указанных выше пределах. Если для вашего 3Д принтера есть профиль в слайсере, используйте именно его. Также стоит обратить внимание на рекомендации производителя используемого вами филамента. В остальном оптимальные значения температуры и толщины слоя придётся подбирать опытным путём, печатая тестовые модели и сравнивая результаты.
Для того, чтобы улучшить адгезию пластика к печатной платформе саму платформу нужно предварительно обезжирить. После этого можно использовать суспензию (немного самого ABS+ацетон), клеящий карандаш или синий скотч. Лучше всего себя показывает специальный клей для 3D-печати.
Сразу скажем, что печать ABS на платформе без подогрева – это скорее из разряда челленджей. Качественного результата в этом случае добиться очень сложно, поэтому платформа должна быть подогреваемой, причём чем равномернее по ней распределяется тепло, тем лучше. Также для этого пластика очень желательно иметь закрытую камеру для выравнивания температуры. Если у вас принтер с открытым корпусом, то для того, чтобы избежать расслоения можно использовать несколько лайфхаков. Можно повысить температуру экструдера, отключить обдув, повысить скорость экструзии, уменьшить скорость перемещения головки или попробовать сопло большего диаметра. Есть ещё один способ – инфракрасная лампа мощностью около 200 Вт. Важно расположить её так, чтобы она была как можно ближе к печатаемой модели, но при этом движущиеся элементы принтера её не зацепили.
Если вы столкнулись с неприятным эффектом «спагетти» при печати ABS, то можно попробовать несколько решений. Стоит проверить, включена ли ретракция, то есть обратное втягивание нити и если нет, то включить. Далее нужно убедиться, что деталь плотно прилегает к платформе, поскольку «спагетти» часто появляется из-за плохой адгезии. Стоит проверить сопло на наличие загрязнения. Наконец, нужно проверить, достаточно ли сухой филамент, ведь абсорбируя влагу, он расширяется, мешая нормальной работе экструдера. Если он накопил влагу, экструдер будет потрескивать. В этом случае пластик нужно просушить, и проще всего это сделать, используя специальную сушильную камеру.

Конечно ABS не является ультимативным материалом на все случаи жизни. У него есть свои слабости и недостатки. Однако при должных навыках с помощью этого пластика можно творить настоящие чудеса. К тому же он проще в работе, чем многие инженерные материалы, и если вы хотите стать настоящим профессионалом в FDM-печати, то мимо ABS вам никак не пройти.
Если вас интересуют оптимальные настройки печати для фирменного пластика ABS от Lider-3D, вы сможете найти их здесь.
Про ABS от FD Plast. Оптимальные параметры печати.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
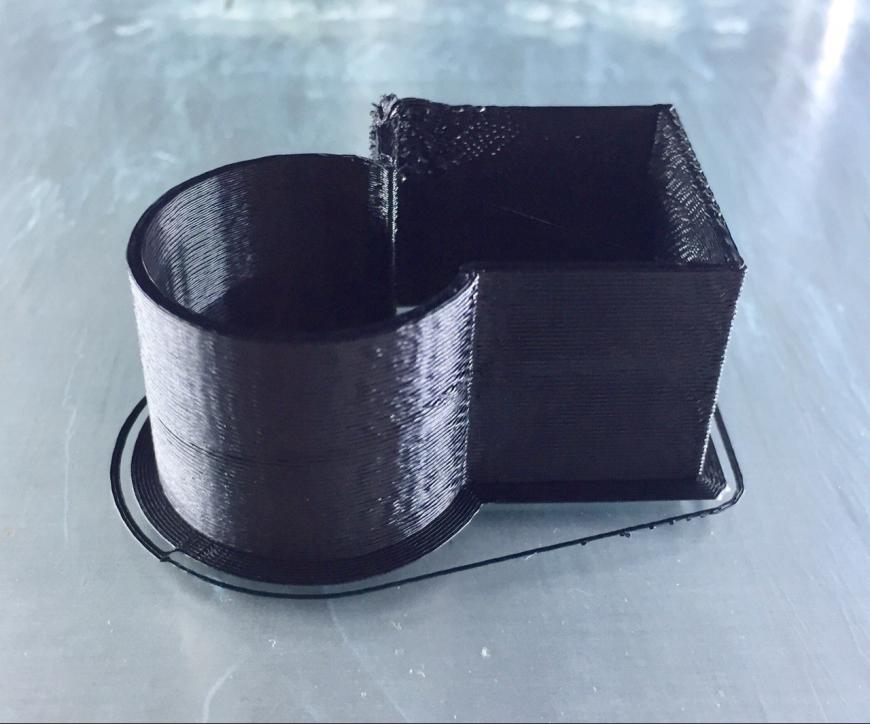
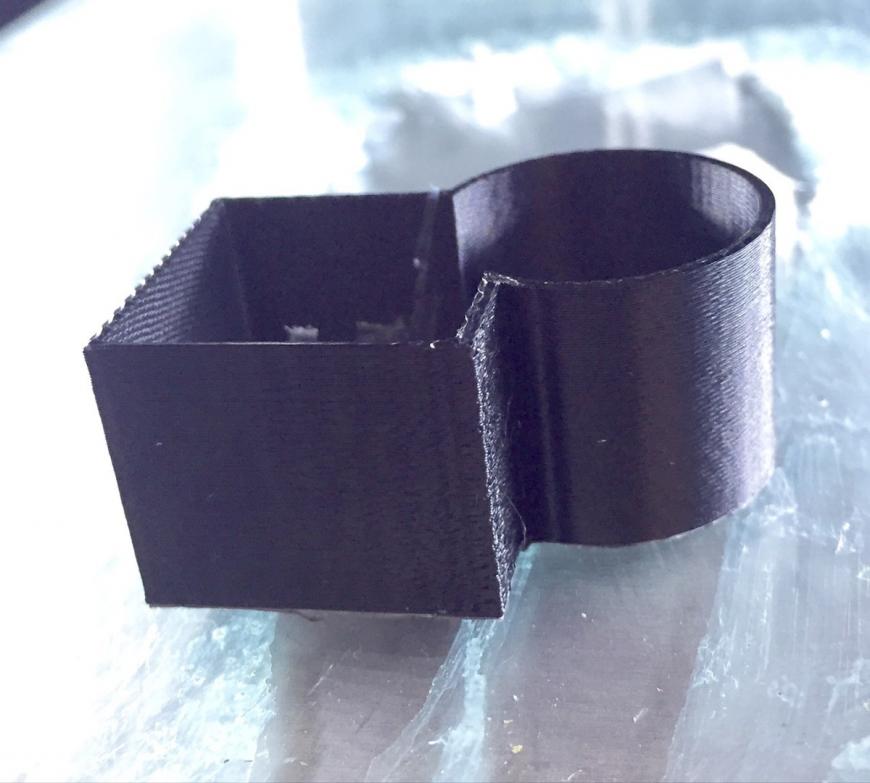
Температура остальных слоёв – 245С.
Коэффициент подачи: 0.99
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
Как мы можем наблюдать, перелив пластика очевиден, поверхность шероховатая. Деталь получилась очень прочная, от стола отлипла очень легко.

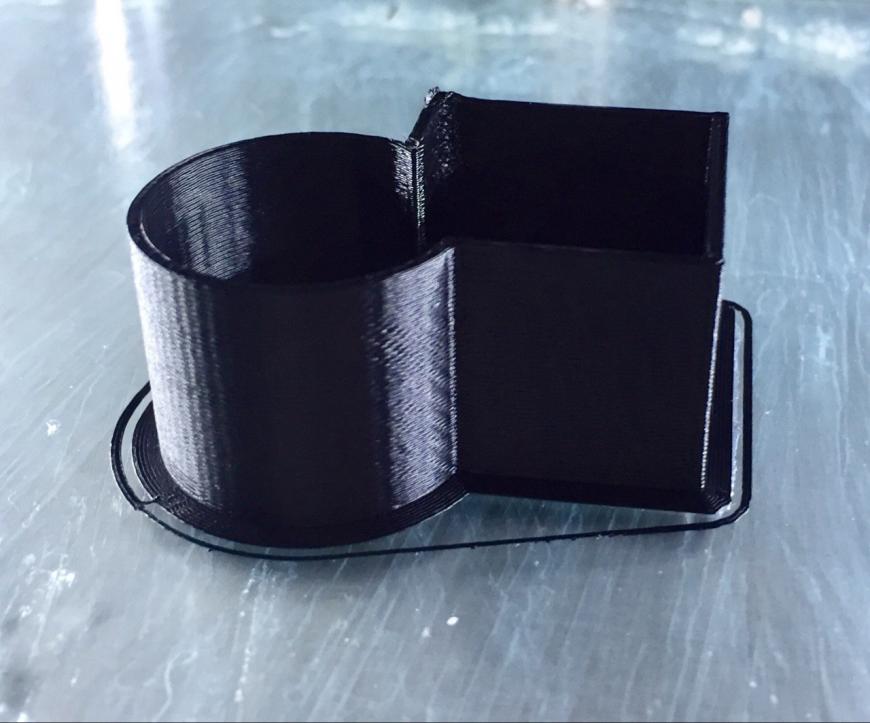
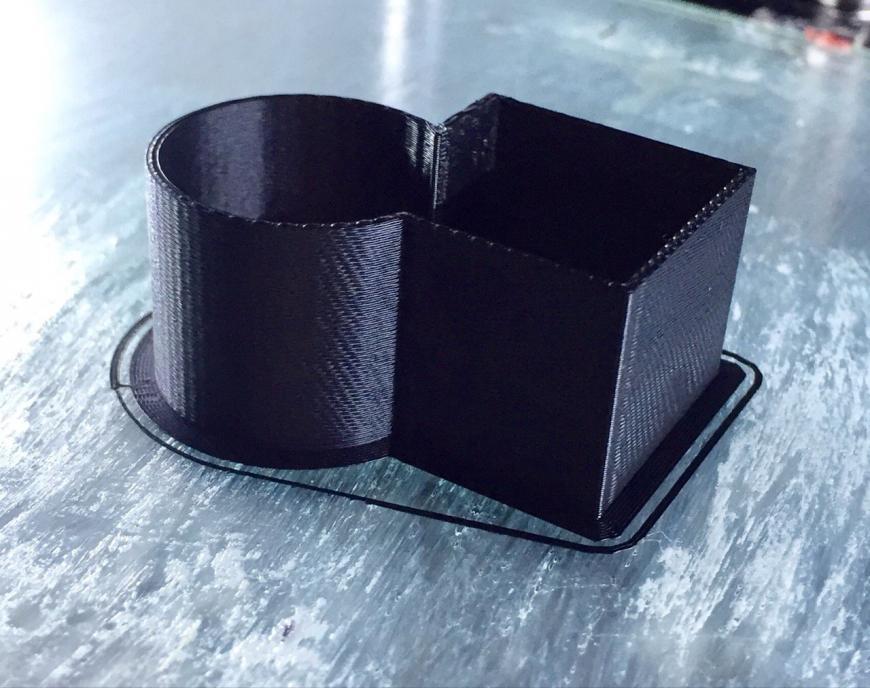
Температура остальных слоёв – 250С.
Коэффициент подачи: 0.91
Температура стола для первого слоя – 115С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
Поверхность получилась очень ровная, правда если приглядеться все равно можно заметить небольшой, еле заметный глазу перелив пластика. На обратной стороне квадрата мы можем наблюдать значительный перелив пластика (возможно это связано с тем, что принтер заканчивает на этом месте цикл печати слоя, и скорость печати слишком велика), следующий тест буду проводить на меньшей скорости печати (45ммс.) и при меньших температурах стола и экструдера.

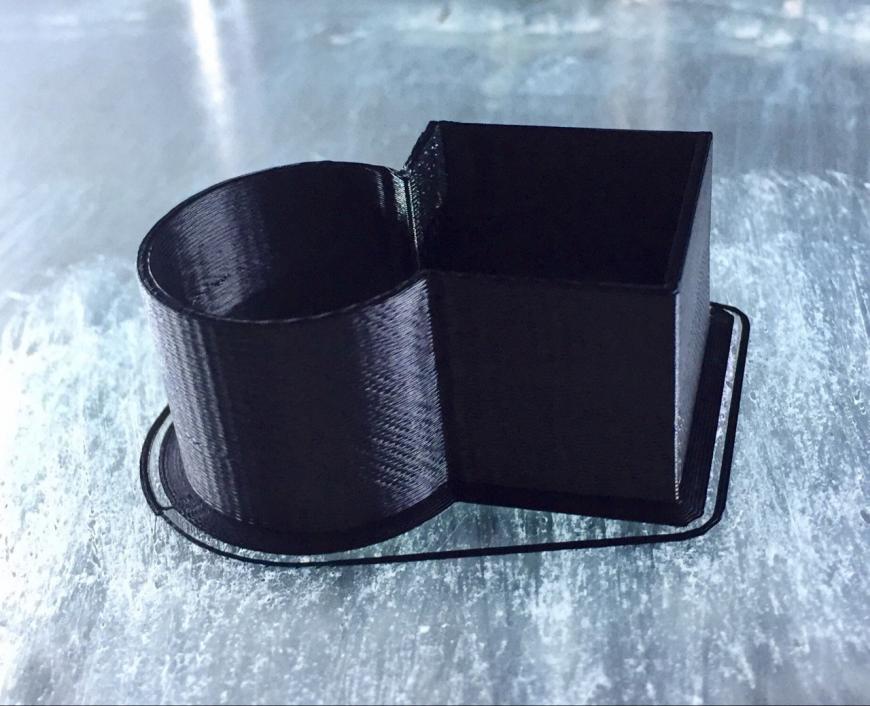
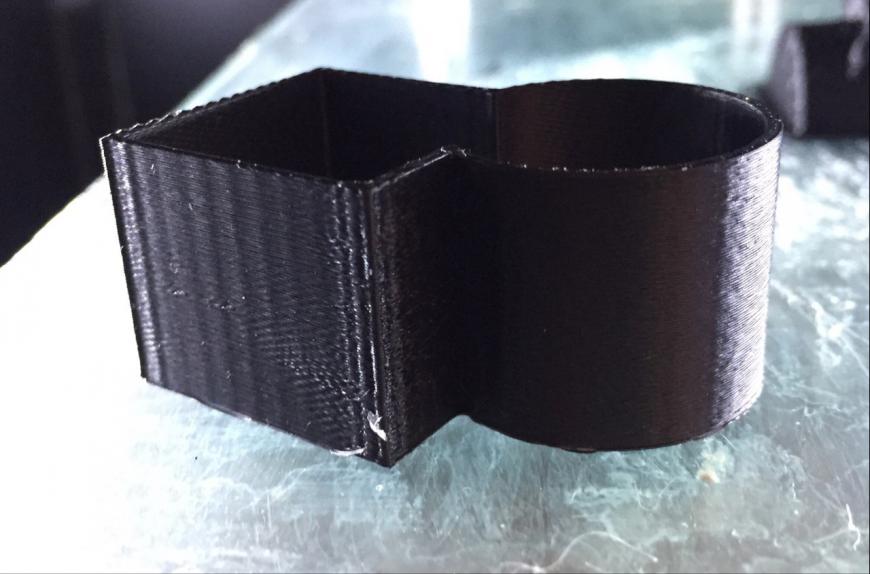
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.93
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Спереди поверхность получилась ровная, но опять же заметен перелив пластика, причем чуть более заметный чем при тесте 2. Снова с обратной стороны мы можем наблюдать наплывы, но он уже значительно меньше чем при 1 и 2 тестах. В следующем тесте я уменьшу коэффициент подачи до 0.87 а температуры стола и экструдера оставлю прежними.

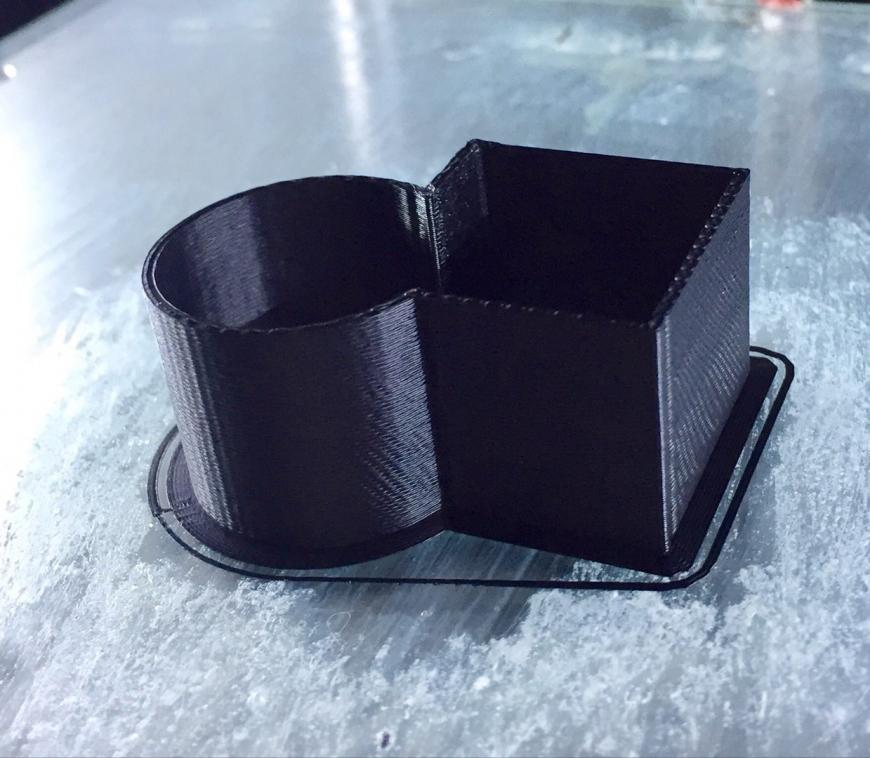
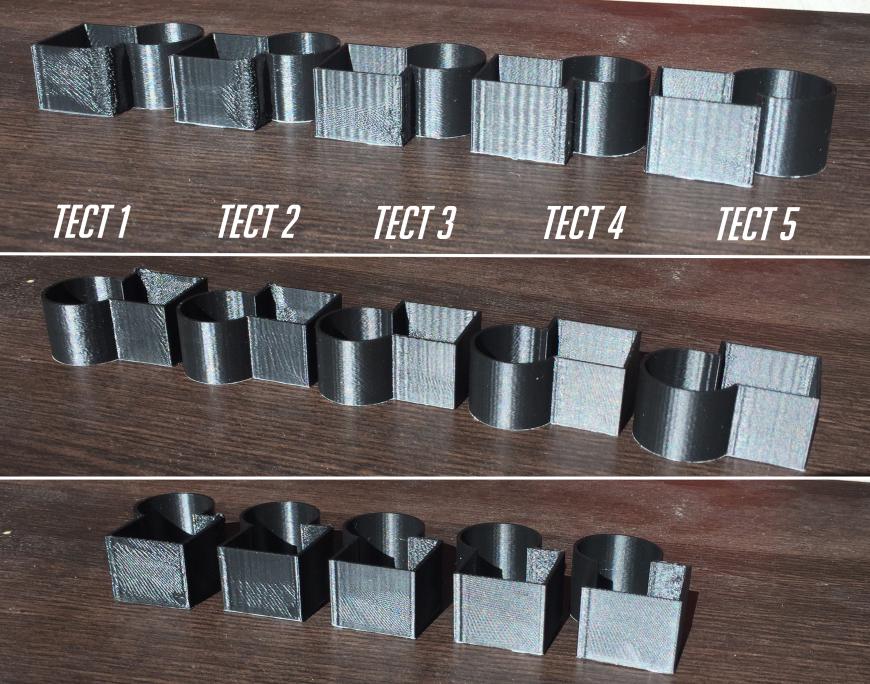
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.87
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась очень ровная, наплывов почти нет. Сзади квадрата тоже почти все в норме. Параметры печати при тесте номер 4 оказались самыми оптимальными. В следующем тесте я уменьшу температуру экструдера на 5 градусов, и коэффициент подачи на 0.02 единицы, температуру стола оставлю прежней.
Температура остальных слоёв – 230С.
Коэффициент подачи: 0.85
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась хорошая, текстура пластика ровная на всей поверхности детали, за небольшим исключением задних граней квадрата.

Если вам есть что добавить по теме, обязательно пишите свои наблюдения и мысли в комментариях.
Да прибудет с вами Сила.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Про ABS от FD Plast. Оптимальные параметры печати.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Температура остальных слоёв – 245С.
Коэффициент подачи: 0.99
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
Как мы можем наблюдать, перелив пластика очевиден, поверхность шероховатая. Деталь получилась очень прочная, от стола отлипла очень легко.
Температура остальных слоёв – 250С.
Коэффициент подачи: 0.91
Температура стола для первого слоя – 115С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 60ммс.
Поверхность получилась очень ровная, правда если приглядеться все равно можно заметить небольшой, еле заметный глазу перелив пластика. На обратной стороне квадрата мы можем наблюдать значительный перелив пластика (возможно это связано с тем, что принтер заканчивает на этом месте цикл печати слоя, и скорость печати слишком велика), следующий тест буду проводить на меньшей скорости печати (45ммс.) и при меньших температурах стола и экструдера.
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.93
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Спереди поверхность получилась ровная, но опять же заметен перелив пластика, причем чуть более заметный чем при тесте 2. Снова с обратной стороны мы можем наблюдать наплывы, но он уже значительно меньше чем при 1 и 2 тестах. В следующем тесте я уменьшу коэффициент подачи до 0.87 а температуры стола и экструдера оставлю прежними.
Температура остальных слоёв – 235С.
Коэффициент подачи: 0.87
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась очень ровная, наплывов почти нет. Сзади квадрата тоже почти все в норме. Параметры печати при тесте номер 4 оказались самыми оптимальными. В следующем тесте я уменьшу температуру экструдера на 5 градусов, и коэффициент подачи на 0.02 единицы, температуру стола оставлю прежней.
Температура остальных слоёв – 230С.
Коэффициент подачи: 0.85
Температура стола для первого слоя – 110С.
Температура стола во время печати – 105С.
Адгезия – раствор ABS пластика в ацетоне.
Скорость печати – 45ммс.
Поверхность получилась хорошая, текстура пластика ровная на всей поверхности детали, за небольшим исключением задних граней квадрата.
Если вам есть что добавить по теме, обязательно пишите свои наблюдения и мысли в комментариях.
Да прибудет с вами Сила.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.