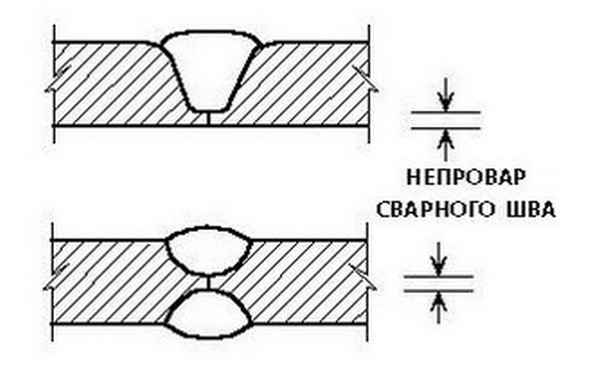
Что называют непроваром сварного шва
В местах, куда при проведении сварки расплавленный металл не затекает внутрь соединения, образуются непровары. Такой дефект значительно снижает прочность сварного шва, делая его ненадежным. Непровары становятся местами концентрации внутренних напряжений, что еще больше снижает стойкость соединения к нагрузкам, особенно ударным.

Что такое непровар
В справочниках непроваром называются дефекты в местах, где основной и наплавленный металл не сплавились или сечение шва заполнено не полностью. Изъяны этого вида образуются на кромках, между слоями при сварке широких стыков в несколько проходов, в корне шва. На изломах и вырезанных для контроля участках непровар выглядит как темная полоска между основным и наплавленным металлом. Визуально изъян можно обнаружить по наружным трещинам и порам, которые образуются на внешней поверхности сварного шва. Внутренние трещины и другие нарушения выявляют методом просвечивания сварного соединения рентгеном, гамма-лучами, ультразвуком.

Причины возникновения
Причиной, по которой образуются непровары, может стать:
Посторонние включения из не успевшего всплыть шлака могут быть размером до нескольких сантиметров. Частицы вольфрама попадают в шов при недостаточной защите во время сварки неплавящимся электродом. Прослойки из оксидных пленок с высокой температурой плавления образуются, если кромки были плохо очищены от грязи и ржавчины.
Поры образуются из газа (преимущественно водорода) выделяющегося при сварке, который не успел выйти при остывании шва. Полости сферической или цилиндрической формы достигают размера до нескольких миллиметров. Отдельно расположенные поры не опасны, но при образовании цепочек или групп ослабляют сварное соединение. Газовые пузырьки образуются при недостаточной защите сварной ванны, завышенной скорости наложения шва. Количество пор возрастает, если сварку выполнять плавящимся электродом с отсыревшей обмазкой.
Трещины, сопровождающие непровары, образуются на шве и прилегающих к нему участках внутри или снаружи. Дефекты могут располагаться в продольном и поперечном направлении. Трещины опасны тем, что имея микроскопические начальные размеры, под действием остаточного напряжения с высокой скоростью увеличиваются до больших размеров. Риск образования трещин возрастает при сварке жестко закрепленных заготовок, металлов с высоким содержанием серы, фосфора, углерода. Выполнение монтажа на морозе и наложение близко расположенных швов также чревато появлением трещин.
Группы непровара по ГОСТ
В ГОСТ 30242-97 дефекты сварных швов связанные с непроваром представлены в 6 группах:
Непровар
Непровар
Смотреть что такое «Непровар» в других словарях:
непровар — несплавление Словарь русских синонимов. непровар сущ., кол во синонимов: 1 • несплавление (1) Словарь синонимов ASIS. В.Н. Тришин … Словарь синонимов
непровар — Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. [ГОСТ 2601 84] непровар Зазор в сварном соединении, предусмотренный конструкторской документацией на … Справочник технического переводчика
НЕПРОВАР — муж. Говядина жестка от непровару, от недовару. Сварка на шине от непровару железа лопнула, от недокалки. Непроварок муж. все, что не довольно уварилось, не упрело. Каша непроварок. Непроварком кормит. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
непровар (св.) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN lack of penetration … Справочник технического переводчика
Непровар — – дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование,… … Энциклопедия терминов, определений и пояснений строительных материалов
Непровар — Цепочка пор 196. Непровар Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных… … Словарь-справочник терминов нормативно-технической документации
непровар — непров ар, а … Русский орфографический словарь
непровар — *непрова/р, а … Слитно. Раздельно. Через дефис.
Непровар сварного шва — распространённый дефект сварных соединений
Часто при сварке металлов сварщики сталкиваются с непроваром сварного шва. Это процесс, когда расплавленный металл не до конца проникает внутрь соединения. Дефект в виде несплавления вызывает непрочность сварного участка. Он же — причина развития трещин. Когда присутствует непровар, конструкция становится некачественной, которая впоследствии может подпортить имидж мастера в глазах заказчика.

Описание дефекта
Многие начинающие сварщики задаются вопросом, что называют непроваром. Несплавления и непровары — идентичное явление, образующееся при сваривании в корне или в сечении шва. Заметить его можно при изломе свариваемого изделия или вырезании участков для контроля. Дефект проявляется в виде чёрной полоски между металлическими соединениями.
Наружные трещины и поры на внешней поверхности сварного шва визуально подскажут о наличии изъяна. А рентген, гамма-лучи, ультразвук помогут обнаружить внутренние трещины.
Причины непровара
Распространённые причины образования непровара при ручной дуговой сварке:
Непровар сварного участка — это опасный дефект, возникающий в виде несплавления деталей.
Виды и причины несплавления
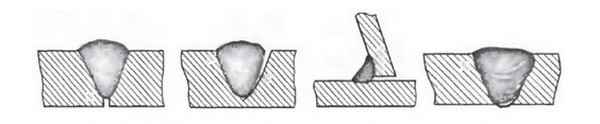
Дефект проявляется в разном виде. Бывает непровар корня сварного шва (первый вид) и кромок (второй вид).
Непровар в сварном соединении первого вида характеризуется несплавлением металлов в корне шва. Нагрузки, особенно ударные, уменьшают сопротивляемость участка деформации. Причины непровара в корне шва:
Существует такое понятие, как местный непровар кромок. Это попадание расплавленной детали на поверхность нерасплавленной. Между металлами не образуется прочной связи, а шовный валик способен даже отделиться от кромки. Причинами становятся:

В случае, когда жидкий металл натекает на кромки основного непрогретого материала, образуются наплывы. Чаще всего они встречаются во время сварки горизонтальных швов. Их легко увидеть и ощутить на гладкой поверхности.
Наплывы формируются ввиду того, что:
Под наплывами обычно скрываются непровары. Есть и другие дефекты, которые могут испортить конструкцию.
Пористость сопряжения
При несваривании сварочного шва возникают различные изъяны. Пористость — один из них. Причиной такого дефекта является возникновение «пор».
Стимулирует появление маленьких газовых пузырей высокая концентрация углерода, водорода и азота. Также значение имеют физические показатели сварочных шлаков. Формируются «поры» в процессе перехода от жидкой фазы к кристаллизации.
Примечательно то, что сам металл кристаллизуется значительно быстрее, чем пузыри газа, поэтому при создании шва может образоваться внутренняя пористость изделия. Если внешняя пористость не всегда ведет к необратимым разрушениям материала конструкции, то внутренняя — требует обязательной реставрации.
Необходимо внимательно подходить к процессу и учитывать все особенности используемых деталей. Это поможет добиться ожидаемых результатов в любимом деле и при организации сварочного бизнеса.
Устранение и предотвращение сварочного дефекта
Устраняя сварочный дефект в виде несплавления, очищают корень в месте изъяна и проводят сварку ещё раз. Во время установок важных конструкций дефектный участок срубают или вырезают, а затем сваривают заново.
Следующие методы помогут предотвратить появление непровара в сварных швах:
Разделка кромок
Метод, когда заранее разделывают кромки под определённым углом. При этом оставляют свободный контакт электрода к корню шва и притупление. В нужном месте очищают грязь, окисел, ржавчину и обезжиривают поверхность. Подготовленные детали ровно помещают в одной плоскости, оставляя между кромками зазор.
Более подробно про подготовку металла под сварку вы можете прочитать тут.
Тепловая подача
Способ, когда скорость проведения сварки устанавливают так, чтобы металл кромок успевал плавиться, поскольку во время быстрого перемещения электрода теплоты хватит лишь для шовного образования. Сваривая неоднократно детали, удаляют шлак после всех проходов, так как он помешает плавлению предшествующего шва.
Поочерёдное следование режимам сварки
Установка среднего или высокого значения тока, которая будет соответствовать толщине и металлу подготовленных деталей. Для избегания непроваров на концах шва и при замене электрода у инверторов регулируют функцию повышения напряжения на недолгое время. Для предотвращения несплавления на старом сварочном устройстве без регулирования параметров дуги выбирают время для того, чтобы выявить минимальные колебания сетевого напряжения.
Правильное положение электрода
При сваривании дугу проводят по оси стыка для одинакового прогревания обеих кромок. Не соблюдая этого, кромка не сплавится со швом. Под углом 5-20 градусов электрод перемещают вперёд. При сварке угловых швов «лодочкой» электрод держат на одинаковом расстоянии от поверхности деталей. Когда заготовки соединяют в несимметричную «лодочку», электрод располагают под углом 30 градусов к одной из плоскостей деталей.
Сваривают детали на высоком токе, имеющим прямую или обратную полярность. Во время сварки током с обратной полярностью используют короткую дугу, из-за чего могут появиться подрезы. А из-за большого диаметра электрода частицы шлака могут попасть в кромочный промежуток.
Тугоплавкие оксиды
Теперь преодоление местного непровара не должно пугать начинающих сварщиков. Главное — не создать причин, способствующих его образованию. В случае, если его избежать не удалось, можно устранить дефект, но лучше попытаться предотвратить возникновение несплавления.
Что такое непровар сварного шва
Непровар сварного шва — это самый распространенный дефект, который появляется у начинающих сварщиков в начале своей карьеры. Непровар характеризуется частичным расплавлением кромок металла, что становится причиной разрушения сварного шва.
Как правило, данный дефект появляется из-за отсутствия опыта и необходимых знаний у сварщика. Малый ток при электросварке или слишком быстрое движение электродом по металлу, безусловно, станут причиной его непровара. Из-за чего ещё может появиться непровар при сварке, и как его избежать, читайте в этой статье про ручную дуговую сварку.
Виды дефектов сварных швов
Непровар металла при сварке, это наружный дефект, который можно разглядеть визуально. Чаще всего непроваром называют такой дефект при сварке, когда сварочный шов не проникает на всю толщину металла. Вследствие этого нарушаются прочностные характеристики сварного соединения.
Очень часто непровар сварного шва путают с наплывом металла, однако, разница между этими двумя дефектами сварки, более чем колоссальная. Как правило, что непровар, что наплыв металла, образуются вследствие неправильно подобранных значений тока на инверторе.
Тем не менее, в случае с непроваром сварного шва, дело может быть не только в настройках инвертора. Очень часто причиной этому, становится быстрое движение электродом или некачественно подготовленная поверхность металла перед сваркой.
Из-за чего образуется непровар сварного шва
Рассмотрим основные причины, из-за которых может появиться непровар металла при сварке, и как устранить этот дефект в дальнейшем.
Кроме того, настраивая сварочный инвертор нужно убедиться в том, что в вашей электросети нормальные показатели напряжения. Если напряжение будет слишком занижено, то сварочный аппарат не сможет выдать требуемое значение тока при регулировке, и ток придется завышать, чтобы получить достойный результат.
Отсыревшие или некачественные электроды — получить непровар металла можно и в том случае, если для сварки были подобраны некачественные расходные материалы. Также, электроды могут быть отсыревшими, если они долго лежали в открытой упаковке без надобности. В данном случае достаточно будет прокалить электроды в электрической духовке или в термопенале, при температуре свыше 100 градусов.
Неправильная подготовка металла к сварке
Ржавый и грязный металл — также нередко является причиной непровара сварного шва. Грязная и сильно ржавая поверхность металла мешает нормально гореть дуге, а металл начинает разбрызгиваться в стороны, что также является и небезопасно. Поэтому всегда начинать сварочные работы следует с должной подготовки поверхности металла, в особенности, если та, сильно ржавая или на ней имеются следы старой краски, битума, масла.

Отсутствие опыта у сварщика — самая распространенная проблема, которая приводит к непроварам. Здесь и быстрое движение электрода, когда металл просто не успевает расплавляться, и неправильно подобранный режим электросварки. Очень часто неумение выгонять шлак из сварочной ванны, как раз и приводит к непровару шва, поскольку шлак, так и остается между двумя двумя заготовками.
Устранить данный дефект можно либо изменением угла электрода, либо путем повышения мощности сварочной дуги, для чего достаточно будет уменьшить её длину. В любом случае, с приходом опыта, непровар сварного шва, уйдёт, как и различные другие дефекты электросварки. Не бойтесь экспериментировать и больше тренироваться, тогда удача не заставит себя долго ждать.
Дефекты сварных швов. Виды дефектов сварных швов

Что такое непровар
В справочниках непроваром называются дефекты в местах, где основной и наплавленный металл не сплавились или сечение шва заполнено не полностью. Изъяны этого вида образуются на кромках, между слоями при сварке широких стыков в несколько проходов, в корне шва. На изломах и вырезанных для контроля участках непровар выглядит как темная полоска между основным и наплавленным металлом. Визуально изъян можно обнаружить по наружным трещинам и порам, которые образуются на внешней поверхности сварного шва. Внутренние трещины и другие нарушения выявляют методом просвечивания сварного соединения рентгеном, гамма-лучами, ультразвуком.
Виды непровара сварного шва
Способы проверки появления дефектов
Визуально определить место можно только в том случае, если сварщик имеет достаточный опыт работы в данной сфере и знает причины непровара сварного шва. Появление дефектов возможно в любом месте, и мастеру необходимо своевременно устранить проблему, используя разрешённые методы для сварочной технологии. Наличие дефекта может в дальнейшем вызвать разрушение, снизить сопряжение сварных участков, а также привести к выходу из строя конструкционного элемента.
Основные причины непровара сварного шва возникшей проблемы, выглядят следующими критериями:
Таким образом, непровар сварного шва это дефект который представляет особую угрозу и опасность при проведении дальнейших работ с конструкционными изделиями.
Причины возникновения
Причиной, по которой образуются непровары, может стать:
Посторонние включения из не успевшего всплыть шлака могут быть размером до нескольких сантиметров. Частицы вольфрама попадают в шов при недостаточной защите во время сварки неплавящимся электродом. Прослойки из оксидных пленок с высокой температурой плавления образуются, если кромки были плохо очищены от грязи и ржавчины.
Поры образуются из газа (преимущественно водорода) выделяющегося при сварке, который не успел выйти при остывании шва. Полости сферической или цилиндрической формы достигают размера до нескольких миллиметров. Отдельно расположенные поры не опасны, но при образовании цепочек или групп ослабляют сварное соединение. Газовые пузырьки образуются при недостаточной защите сварной ванны, завышенной скорости наложения шва. Количество пор возрастает, если сварку выполнять плавящимся электродом с отсыревшей обмазкой.
Трещины, сопровождающие непровары, образуются на шве и прилегающих к нему участках внутри или снаружи. Дефекты могут располагаться в продольном и поперечном направлении. Трещины опасны тем, что имея микроскопические начальные размеры, под действием остаточного напряжения с высокой скоростью увеличиваются до больших размеров. Риск образования трещин возрастает при сварке жестко закрепленных заготовок, металлов с высоким содержанием серы, фосфора, углерода. Выполнение монтажа на морозе и наложение близко расположенных швов также чревато появлением трещин.
Из-за чего происходит непровар металла при сварке
Непровар — это серьёзный дефект сварки, который характеризуется частичным или даже полным отсутствием сплавления металлов. Вроде бы шов и наложен, но при отбивании шлака молотком, сварное соединение разваливается.
Происходит это по причине того, что металл недостаточно хорошо расплавлен в корне шва или вдоль кромок. Зачастую начинающий сварщик выдерживает слишком большое расстояние между металлом и электродом, что приводит к нестабильному горению сварочной дуги и к разбрызгиванию металла.
Чтобы решить проблемы нужно удерживать электрод как можно ближе к поверхности заготовки, практически «втыкая» в неё конец электрода. Также виной непровара могут быть неправильные настройки сварочного тока или слабое напряжение в сети.
Все это приводит к тому, что в зоне сварки не обеспечивается нужное количество тепла для полноценного проплавления металла. Кроме этого, слишком быстрое движение электродом, что как раз и характерно для начинающих сварщиков (спешка), также приводит к образованию непровара.
Группы непровара по ГОСТ
В ГОСТ 30242-97 дефекты сварных швов связанные с непроваром представлены в 6 группах:
| № группы | Название дефектов |
| 1 | Трещины |
| 2 | Поры и полости |
| 3 | Твердые включения |
| 4 | Не сплавления и непровары |
| 5 | Нарушения формы шва |
| 6 | Дефекты, не вошедшие в предыдущие группы |
Каждый дефект обозначается трехзначным числом, начинающимся с номера группы. Например, 101 — продольная трещина, а 402 непровар. Для указания места расположения изъяна добавляется четвертая цифра. Так кодом 4011 обозначено несплавление между швом и основным металлом по боковой стороне. В справочниках Международного института сварки (МИС) дефекты обозначены буквами латинского алфавита. Непровары и несплавления маркируются литерой D.
Несплавление сварочного шва: 4011 — по боковой стороне; 4012 — между валиками; 4013 — в корне шва
Описание дефекта
Многие начинающие сварщики задаются вопросом, что называют непроваром. Несплавления и непровары — идентичное явление, образующееся при сваривании в корне или в сечении шва. Заметить его можно при изломе свариваемого изделия или вырезании участков для контроля. Дефект проявляется в виде чёрной полоски между металлическими соединениями.
Наружные трещины и поры на внешней поверхности сварного шва визуально подскажут о наличии изъяна. А рентген, гамма-лучи, ультразвук помогут обнаружить внутренние трещины.
Способы предотвращения непроваров
Основная опасность таких дефектов как непровары заключается в снижении прочности шва до 70%. Поэтому проще и дешевле предотвратить их образование, чем переделывать работу заново.
Разделка кромок
Профилактику по предотвращению дефектов начинают на стадии, когда проводится подготовка стыков к сварке. На заготовках кромки разделывают под углом, достаточным для свободного доступа электрода к корню шва, не забывая оставлять притупление. Поверхности возле стыка очищают от грязи, ржавчины, окалины и обезжиривают. Заготовки без жесткого крепления укладывают в одной плоскости без перекосов и смещения по высоте. Между кромками оставляют зазор, необходимый для компенсации температурных деформаций, сопровождаемых появлением трещин.
Подача тепла
Непровары часто появляются из-за недостатка тепла при низком напряжении, поэтому мощности дуги не хватает для полного расплавления металла. Частой причиной образования такого дефекта сварки в начале и на конце сварного соединения становится уменьшение глубины провара из-за неустановившегося теплового процесса. Скорость ведения сварки выбирают такой, чтобы успевал плавиться металл кромок, иначе при быстром перемещении электрода теплоты будет хватать только на образование шва. Если при многослойной сварке не удалять шлак после каждого прохода, появление непроваров обеспечено, так как он будет препятствовать плавлению предыдущего шва.
Соблюдение режимов сварки
У неопытных сварщиков шов с непроварами получается при установке низкого значения тока, несоответствующего толщине и металлу заготовок. При неправильном выборе полярности, если сварка выполняется постоянным током, оксидные пленки электромагнитным полем прижимаются к кромкам, препятствуя их расплавлению. Также следует учитывать, что магнитное поле может отклонять дугу в сторону. Чтобы избежать появления непроваров на концах шва и при замене электрода у многофункциональных инверторов настраивают функцию кратковременного повышения напряжения. Она срабатывает в начале и в момент отрыва электрода. Высока вероятность образования изъянов при работе на старом аппарате без стабилизации параметров дуги. Ее ток будет изменяться при колебаниях сетевого напряжения. Поэтому для работы выбирают время, когда они минимальны.
Виды дефектов сварных швов
Непровар металла при сварке, это наружный дефект, который можно разглядеть визуально. Чаще всего непроваром называют такой дефект при сварке, когда сварочный шов не проникает на всю толщину металла. Вследствие этого нарушаются прочностные характеристики сварного соединения.
Очень часто непровар сварного шва путают с наплывом металла, однако, разница между этими двумя дефектами сварки, более чем колоссальная. Как правило, что непровар, что наплыв металла, образуются вследствие неправильно подобранных значений тока на инверторе.
Тем не менее, в случае с непроваром сварного шва, дело может быть не только в настройках инвертора. Очень часто причиной этому, становится быстрое движение электродом или некачественно подготовленная поверхность металла перед сваркой.
Как исправить дефект непровара
Когда к сварному соединению не предъявляются высокие требования по прочности, изделие может быть принято в эксплуатацию, если мелкий дефект расположен вдоль направления действия нагрузки. Также учитывается форма и глубина изъяна. Если к непровару сварного шва есть доступ для сварки, его зачищают и переваривают. При монтаже ответственных конструкций забракованный участок вырубают или вырезают, после подготовки сваривают повторно.
Нормативными документами допускается образование непроваров, если они не превышают установленные пределы. Поэтому начинающим сварщикам не стоит бояться дефектов, главное своевременно устранять их. Зная причины образования непроваров, можно быстро научиться выявлять места их появления.
Терминология непровара
В среде специалистов существует особые трактования, указывающее на что это такое непровар сварного шва – это видимый или скрытый участок места соединения, где отсутствует эффект сплавления, который обязателен в данной ситуации. Чаще всего конструктивный непровар сварного шва можно встретить в корневой части места соединения, в кромках между соединениями, между смежными параметрами слоёв наплавляемого шва по кромке.
Видимый непровар на детали
Далее, определение непровара сварного шва указывает на то, что значительно уменьшается рабочее сечение конструкционного соединения шва. В свою очередь это приводит к естественному снижению работоспособности имеющегося сварного соединения.
Понятие непровара
К непровару относят следующие дефекты: горячие или холодные микротрещины или макротрещины, непровар корня шва, поры, видимые глазом и включения различных групп.
Чаще всего дефект образуется в корне шва или в кромках между соединениями. Такое сварное соединение имеет пониженную работоспособность и устойчивость к внешним воздействиям.