ОСТ 26.260.758-2003 Конструкции металлические. Общие технические требования
КОНСТРУКЦИИ МЕТАЛЛИЧЕСКИЕ
Общие технические требования
Дата введения 2003-09-01
Предисловие
1 РАЗРАБОТАН Дочерним открытым акционерным обществом «Центральное конструкторское бюро нефтеаппаратуры» (ДОАО ЦКБН) ОАО «ГАЗПРОМ»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Техническим комитетом 260 «Оборудование химическое и нефтеперерабатывающее»
3 ВЗАМЕН ОСТ 26-02-758-79
1 Область применения
2 Нормативные ссылки
4 Требования к проектированию
5 Требования к материалам
6. Требования к изготовлению
9 Комплектность и документация печи, подогревателя огневого
10. Маркировка, консервация и окраска, упаковка, транспортирование и хранение
11 Гарантии изготовителя
Приложение А (обязательное)
Приложение Б (информационное)
Приложение В (обязательное)
Профиль деталей, примыкающих к прокатным профилям в сварных конструкциях
Приложение Г (обязательное)
Материалы, применяемые для изготовления конструкций металлических
Приложение Д (обязательное)
Приложение Ж (рекомендуемое)
Приложение К (рекомендуемое)
Журнал контроля сварных соединений
1 Область применения
Настоящий стандарт распространяется на конструкции металлические технологического оборудования, применяемого в газовой, нефтяной и смежных отраслях промышленности, а именно:
— блочно-комплектного (рамы, опоры трубопроводов, площадки обслуживания, лестницы, ограждения и т.д.),
— печей трубчатых и огневых подогревателей прямого нагрева (трубы дымовые, газоходы, воздуховоды, камеры радиации, камеры конвекции, переходники, площадки обслуживания, лестницы и т.п.),
— а также на трубы дымовые огневых подогревателей с промежуточным теплоносителем и огневых испарителей.
Настоящий стандарт устанавливает общие технические требования к проектированию, материалу, изготовлению, приёмке конструкций металлических.
Конструкции металлические предназначены для эксплуатации в условиях макроклиматических районов с температурой воздуха наиболее холодной пятидневки не ниже минус 60°С.
Настоящий стандарт не распространяется на лестницы и площадки, не входящие в комплект поставки блочно-комплектного оборудования, печей трубчатых и подогревателей огневых, и изготавливаемые потребителем или монтажной организацией.
2 Нормативные ссылки
2.1 В настоящем стандарте использованы ссылки на нормативные документы, приведенные в приложении А.
3 Определения
3.1 В настоящем стандарте даны определения, приведённые в приложении Б.
4 Требования к проектированию
4.1 Общие требования
4.1.1 Конструкции металлические (в дальнейшем металлоконструкции) должны рассчитываться на прочность с учетом всех нагрузок, возникающих при монтаже и эксплуатации, расчётных температур.
Конструкции площадок обслуживающих, переходных площадок, лестниц (маршевых, тоннельного типа стремянок, переносных раздвижных стремянок), ограждений, переходных мостиков должны обеспечивать удобство эксплуатации, безопасность обслуживающего персонала и отвечать требованиям: РД 08-200
4.1.2 При проектировании металлоконструкций, следует выполнять условие:
— сопрягаемые поверхности деталей (ребер жесткости, связей, балок и т.п.), в том числе и из профильного проката, должны иметь конфигурацию проката в местах приварки с допустимым зазором под сварку ( по приложению В);
— форма и размеры рёбер жёсткости, и размещение отверстий под болты в прокатных профилях должны выполняться согласно приложению В.
4.1.3 При проектировании металлоконструкций следует учесть:
— транспортабельные для перевозки железнодорожным транспортом металлоконструкции должны поставляться в полностью собранном виде;
нетранспортабельные должны поставляться максимально укрупненными поставочными частями.
Деление нетранспортабельных металлоконструкций на поставочные части предприятие-изготовитель производит в полном соответствии с требованиями конструкторской документации и должно отвечать следующим требованиям:
— сохранять при погрузочно-разгрузочных работах и транспортировании проектные геометрические размеры и форму;
— иметь детали для строповки при разгрузке, погрузке, укрупнённой сборке на монтаже, а также быть укомплектовано деталями для закрепления конструкций в проектном положении
4.1.4 В конструкторской документации металлоконструкций следует указывать места расположения монтажных сварных соединений.
При этом монтажные сварные соединения должны располагаться в местах, удобных для проведения сварочных работ и контроля качества.
4.1.5 При проектировании укрупнённых сборочных единиц металлоконструкций должны быть предусмотрены необходимые временные элементы для их усиления (жёсткости).
4.2 Требования к проектированию металлоконструкций блока
4.2.1 Проектирование и расчёт металлоконструкций блока, то есть площадок обслуживания, переходных площадок, лестниц (маршевых, стремянок, тоннельного типа, переносных лестниц-стремянок), ограждений, переходных мостиков, рам, опор трубопроводов, следует выполнять в соответствии с требованиями: ГОСТ 12.2.044, ГОСТ 12.2.062, ГОСТ 23120, РД 24.031.17, РД 26-18-7, СНиП 2.01.07, СНиП 3.03.01, СНиП II-23, СНиП 21-01, настоящего стандарта и действующей нормативной документации.
Конструкции рам, опор, обслуживающих и грузовых площадок, лестниц должны рассчитывать на все нагрузки, возникающие при монтаже и эксплуатации.
4.2.2 Металлоконструкции должны обеспечивать удобное обслуживание (осмотр, ремонт, демонтаж) блочно-комплектного оборудования.
Количество площадок обслуживания и их габариты должны быть минимальными.
4.2.3 Площадки обслуживания расположенные на высоте более 750 мм должны иметь ограждение высотой 1250 мм с продольными планками, расположенными на расстоянии не более 400 мм друг от друга, а также борт по низу из листовой стали высотой не менее 150 мм, образующий с настилом зазор для стока жидкости не более 10 мм.
4.2.4 Расстояние между стойками ограждения должно быть не более 2000 мм.
4.2.5 Ширина рабочего прохода на площадках обслуживания должна быть не менее 500 мм.
По всей высоте лестниц (маршевых, стремянок) должны быть переходные площадки, установленные на расстоянии не более 6 000 мм одна от другой.
Ширина переходных площадок должна быть не менее ширины лестниц. Вход на переходную площадку должен быть смещён относительно выхода с неё.
4.2.6 Площадки обслуживания должны оборудоваться лестницами. При этом:
— площадки, расположенные на высоте до 750 мм, следует оборудовать ступенями;
— если к устройствам блочно-комплектного оборудования при эксплуатации требуется доступ каждую смену, то площадки расположенные на высоте более 750 мм, следует оборудовать маршевыми лестницами с ограждениями;
— если доступ к люкам необходим при ремонте или освидетельствовании аппаратов, и к задвижкам через большие промежутки времени, а также для обслуживания аппаратов колонного типа, допускается площадки, расположенные на высоте более 750 мм, оборудовать стремянками.
— при расстоянии между площадками более 2000 мм необходимо предусмотреть крепление стремянок к аппарату косынками толщиной не менее 8 мм.
4.2.7 Маршевые лестницы должны иметь уклон не более 60° к горизонтали. Ширина маршевых лестниц должна быть не менее 650 мм, рекомендуемая величина 700 мм.
4.2.8 Расстояние между ступенями по высоте маршевых лестниц должно быть не более 250 мм. Ступени должны иметь уклон вовнутрь 2-5°.
С обеих сторон ступени должны иметь боковые планки или бортовую обшивку высотой не менее 150 мм, исключающие возможность проскальзывания ног человека.
Лестницы с двух сторон должны быть оборудованы ограждениями высотой 1000 мм.
4.2.9 Лестницы-стремянки, как правило, должны располагаться вертикально или иметь уклон не менее 75° к горизонтали.
Ширина лестниц-стремянок должна быть не менее 600 мм.
4.2.10 Лестницы-стремянки (тоннельного типа), начиная с высоты 2100 мм от пола или переходной площадки, должны иметь ограждения в виде дуг радиусом 350-400 мм.
Расстояние от самой удалённой точки дуги до ступеней должно быть в пределах 700-800 мм.
Дуги следует располагать на расстоянии не более 800 мм, одна от другой и соединять их не менее, чем тремя продольными полосами. При этом концы полос не должны выступать за пределы крайних дуг.
4.2.11 При выходе на площадки тетивы стремянок, служащие поручнями, и предохранительные дуги должны заканчиваться на высоте ограждения площадки.
4.2.12 Расстояние между ступенями по высоте лестниц-стремянок и лестниц тоннельного типа должно быть не более 350 мм.
4.2.13 Площадки (обслуживания, переходные), рамы и ступени маршевых лестниц должны иметь металлический настил с поверхностью, исключающей возможность скольжения.
Настил должен быть выполнен из просечно-вытяжного листа марки ПВ 506 по ТУ 36.26.11-5.
Для площадок, располагаемых в помещении, допускается настил выполнять из рифлёного листа по ГОСТ 8568.
4.2.14 Вырезы в настиле площадок обслуживания из просечно-вытяжного листа под люки, штуцеры, трубопроводы и т.п. должны быть обрамлены для скрытия острых краёв уголком 50 ´50 ´5 из стали Ст3пс.
4.2.15 Ступени из просечно-вытяжного листа по переднему обрезу должны быть обрамлены уголком 50 ´50 ´5 из стали Ст3пс.
4.2.16 Площадки, лестницы и ограждения должны выдерживать следующие нагрузки:
4.2.17 Прямоугольные площадки длиной более 3600 мм должны устанавливать на трёх кронштейнах.
4.2.18 Подкладной лист под опору (кронштейн) должен иметь форму прямоугольника с размерами на 120 мм больше размера опоры.
4.2.19 Сборку секторных площадок с опорами следует производить с помощью болтового соединения.
На монтаже после сборки, секторные площадки должны быть приварены к опорам секторных площадок катетом сварного шва не менее 4 мм, а также между собой с помощью листов размером 150 мм ´ 100 мм. Необходимость приварки площадок следует отразить в технических требованиях чертежа.
Настил площадок секторных, примыкающих к аппарату, приваривается на монтаже после приварки площадок к опорам.
4.2.20 В местах прохода людей над трубопроводами, расположенными над поверхностью площадки или пола, должны быть устроены переходные мостики шириной не менее 600 мм.
Мостики с двух сторон должны иметь лестницы с ограждениями. Требования к настилу и ограждению мостиков те же, что и для площадок.
4.2.21 В местах примыкания головки болта или гайки к наклонным плоскостям (швеллеры и др.) ставятся косые шайбы по ГОСТ 10906 или специальные планки.
4.2.22 Для периодического обслуживания оборудования, расположенного в блок-боксах, допускается применение переносных раздвижных лестниц- стремянок, изготовленных в искробезопасном исполнении. Лестницы-стремянки должны иметь устройства, исключающее их самопроизвольное раздвигание. Переносные лестницы-стремянки должны включаться в комплект поставки блок-боксов.
4.2.23 Опоры трубопроводов блоков должны быть рассчитаны на вертикальные нагрузки от массы трубопровода с транспортируемой средой и изоляции, а также на нагрузки, возникающие при термическом расширении трубопровода. Проектирование опор трубопроводов следует выполнять с учётом требований ГОСТ 22130.
4.2.24 Опоры трубопроводов блоков транспортирующих сероводородные среды должны проектироваться, как правило, хомутовые. Применение приварных опор к трубопроводу не допускается.
4.3. Требования к проектированию металлоконструкций печей, подогревателей огневых
4.3.1 При проектировании и расчете металлоконструкций печей трубчатых (камер радиации, камер конвекции, переходников, трубы дымовой, стоек-опор и т.д.) и подогревателей огневых необходимо руководствоваться следующей документацией: ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 14249, СНиП II-23 и настоящего стандарта.
4.3.2 Подогреватели огневые, печи должны быть снабжены люками или гляделками (смотровыми окнами), штуцерами и т.п., обеспечивающими осмотр, очистку, безопасность работ, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль. Для крышек люков массой более 20кг в технической документации должны быть предусмотрены приспособления: для их открывания и закрывания, а также предохраняющие от сдвига.
4.3.3 При проектировании камер конвекции и радиации следует учитывать требования ремонтопригодности и при необходимости должны быть предусмотрены съёмные щиты, люки-лазы и т.п.
4.3.4 Проектирование лестниц, площадок обслуживания, стремянок, ограждений и т.п. металлоконструкций печи следует выполнять в соответствии с требованиями п. 4.2.1.
4.3.5 Проектирование и расчёт конструкции футеровки промышленных печей, тепловых агрегатов следует выполнять в соответствии с требованиями «Инструкции по проектированию футеровок промышленных печей из огнеупорных волокнистых материалов» ВСН 429, «Руководство по возведению тепловых агрегатов из жаростойкого бетона» и другой нормативной документации, утверждённой в установленном порядке.
4.3.6 Конструкции и размеры деталей крепления футеровки (анкеров) определяют на основе теплотехнического расчёта температур для установившегося теплового потока при заданной проектом температуре рабочего пространства.
4.3.7 Конструкция и длина металлических деталей крепления футеровки (анкеров), зависит от максимально допустимой температуры их нагрева, толщины и материала футеровок, типа футеровки, способов монтажа футеровок.
Для крепления огнеупорной, волокнистой футеровки к металлическому корпусу печи следует применять скрытые металлические анкеры в виде штырей. Крепление футеровки выполняется при помощи шайб приваренных к штырям.
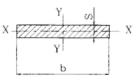
Армирующими элементами бетонной футеровки служат Y-образные шпильки, изготовленные из полосы шириной 15 мм.
Шпильки и анкеры приваривают к корпусу печи. Марки электродов приведены в приложении Д.
5 Требования к материалам
5.1 Общие требования
5.1.1 Материалы, применяемые для изготовления металлоконструкций, должны обеспечивать их надёжную работу в течение расчётного срока службы с учётом заданных условий эксплуатации и влияния температуры окружающего воздуха.
Выбор основных и сварочных материалов производится по обязательному Приложению Г и Д.
5.1.3 На предприятии-изготовителе металлоконструкций материалы до запуска в производство должны приниматься техническим контролем При этом проверяется: соответствие материалов требованиям чертежа, настоящего стандарта и стандартов на материалы
5.1.4 По химическому составу и механическим свойствам материалы должны удовлетворять требованиям государственных стандартов, технических условий.
5.1.5 Качество и свойства основных и сварочных материалов, поступающих на предприятие-изготовитель металлоконструкций должны быть подтверждены сертификатами заводов-поставщиков.
5.1.6 При неполноте или отсутствии сертификатных данных применение материалов допускается только после проведения предприятием-изготовителем металлоконструкций необходимых испытаний и исследований, подтверждающих полное соответствие материалов требованиям стандартов или технических условий.
5.2 Основные материалы
5.2.1 Материалы для деталей, привариваемых к корпусам сосудов и аппаратов выбираются по ОСТ 26 291.
5.2.2 Допускается применять профили гнутые по ГОСТ 11474 из тех же материалов и с теми же требованиями, что и сталь фасонных профилей по таблице приложения Г.
5.2.3 Допускается взамен листов ГОСТ 14637 применять стальную полосу по ГОСТ 535 из тех же материалов с той же толщиной.
5.2.4 При заказе следует оговаривать содержание мышьяка не более 0,08% в сталях марки Ст3 (кп, пс, сп всех категорий) по ГОСТ 380 и стали марок 09Г2 и 09Г2С по ГОСТ 19281 всех категорий.
5.2.5 В случае применения листового проката по ГОСТ 14637, ГОСТ 16523, сортового проката ГОСТ 535 из стали марки Ст3 всех степеней раскисления, для проката сталей марок 09Г2С, 09Г2 по ГОСТ 19281 (всех категорий), предназначенного для сварных металлоконструкций в документации необходимо указывать требование по свариваемости.
5.2.6 Для элементов крепления продуктовых змеевиков следует применять лист из стали марки 20Х23Н13; 20Х23Н18 по ГОСТ 5582.
Максимальная температура применения сталей вышеуказанных марок не выше 1000°С для всех климатических районов.
Для деталей крепления футеровок следует применять круг из стали марки 15X28, 15Х5М, 08X13 по ГОСТ 5949, лист из стали марки 15X28, 15Х5М, 08X13 по ГОСТ 5582.
При выборе марки стали, для деталей крепления футеровок, следует учитывать возможность свариваемости, изготовления и условия эксплуатации.
5.3 Сварочные материалы
5.3.1 Сварочные материалы (покрытые электроды для ручной дуговой сварки), предусмотренные ГОСТ 9467, ГОСТ 10052 должны обеспечивать механические свойства металла шва и наплавленного металла в соответствии с требованиями этих стандартов.
5.3.2 Механические свойства металла шва и наплавленного металла, выполненного другими способами сварки, принятыми в данном стандарте, должны быть, не менее указанных в таблице 1.
5.3.3 При сварке соединений из сталей разных структурных классов, а именно, кронштейнов из стали марок 20Х23Н18 и 20Х23Н13, 15Х5М, 08X13 деталей крепления футеровки из стали марки 15X28, 15Х5М, 08X13 с обечайками или деталями печи из углеродистой или марганцовистой и марганцево-кремнистой стали следует применять сварочные материалы по ГОСТ 10052.
Сварочные материалы для сварки сталей разнородных структурных классов приведены в приложении Д
Таблица 1 Механические свойства металла шва и наплавленного металла
Механические свойства металла шва или наплавленного металла
Для углеродистых сталей марок Ст3сп, Ст3пс, Ст3кп,
Для низколегированных сталей марок 09Г2С, 09Г2, 10Г2, 16ГС
Для жаропрочных сталей марок 20Х23Н18, 20Х23Н13 и т.п.
Временное сопротивление разрыву, МПа (кгс/см 2 )
Не ниже нижнего значения временного сопротивления разрыву основного металла по стандарту для стали данной марки
Относительное удлинение %, не менее
По стандарту или техническим условиям на сварочный материал или не менее 18 при отсутствии в стандарте данной характеристики
Дж/см 2 (кгс.м/см 2 ), не менее
а) при температуре 20°С;
б) при температуре ниже минус 20°С до минус 60°С.
Примечание. 1. Испытание на ударную вязкость при отрицательных температурах производиться в том случае, когда рабочая отрицательная температура ниже минус 20°С
6. Требования к изготовлению
6.1 Общие требования
6.1.1 Металлоконструкции должны изготавливаться в соответствии с требованиями настоящего стандарта по конструкторской и производственно-технологической документации, утверждённой в установленном порядке и быть технологичными, надёжными в течение предусмотренного срока службы, обеспечивать безопасность при эксплуатации.
6.1.2 Предельные отклонения размеров, если в чертежах или нормативной документации не указанны более жёсткие требования, должны быть:
6.1.3 Неуказанные предельные отклонения на угловые размеры элементов металлоконструкций и их деталей должны выполняться 16-й степени точности по ГОСТ 8908.
6.1.4 Детали и сборочные единицы металлоконструкций должны иметь указанную на чертеже маркировку, позволяющую идентифицировать их в процессе изготовления.
Маркировка деталей и сборочных единиц выполняется краской или мелом.
6.1.5 Маркировка наносится на поверхность детали или на бирке и должна содержать:
— клеймо технического контроля.
На деталях расчётных элементов металлоконструкций, по указанию в проектной документации, следует наносить маркировку с обязательным указанием номера плавки металла.
Маркировка сборочной единицы металлоконструкций должна содержать:
— обозначение по чертежу;
— клеймо технического контроля.
Способ нанесения, шрифт маркировки выполняется согласно требованию документации предприятия-изготовителя, если нет других указаний на чертеже.
6.2 Требования к правке, гибке и разметке металлопроката
6.2.1 Заготовка из листового и профильного проката с отклонениями по кривизне, превышающими отклонения, предусмотренные соответствующими стандартами, должна быть выправлена.
Правка заготовок из проката должна производиться способом, не ухудшающим качество металла.
Запрещается правка проката путем наплавки дуговой сваркой.
6.2.2 Предельные допустимые значения прогибов проката после правки в холодном состоянии приведены в таблице 2.
Охлаждение проката после правки должно производиться на воздухе, с соблюдением требований п. 6.2.4.
Таблица 2 Допустимые нормы деформации проката в холодном состоянии
Значения R и f относительно
Листовая и полосовая


Широкополосная и полосовая
 (серповидность)
(серповидность)
















2 Формулы для определения стрелы прогиба f при правке и гибке действительны при длине хорды, не превышающей 1,5 R
6.2.3 Для универсальной и полосовой стали при стреле прогиба, вдвое превышающей указанную в таблице 2, разрешается правка проката нагревом выпуклой стороны кромки пламенем газовой горелки, согласно требованию п. 6.2.2.
Допускается ручная правка при изготовлении мелких деталей в небольшом количестве, а также при отсутствии необходимых средств механизации.
6.2.4 Скорость охлаждения деталей после окончания горячей правки и гибки, должна исключать коробление, закалку, остаточные напряжения, надрывы, трещины. Интенсивное охлаждение не допускается.
6.2.5 Детали после правки и гибки, не должны иметь трещин и расслоений. Допускаются отдельные вмятины, забоины и другие поверхностные дефекты, глубиной, равной величине минусового допуска на толщину для данного вида проката, предусмотренные соответствующим ГОСТ или ТУ.
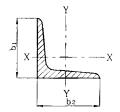
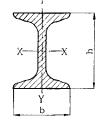
6.2.6 При гибке уголка и швеллера, во избежание складок, на полке необходимо делать вырезы.
6.2.7 Гибка деталей из сортового и листового проката в горячем и холодном состоянии должна производиться по технологической документации предприятия-изготовителя механизированным способом, а в отдельных случаях (для мелких деталей) может производиться вручную.
6.2.8 Допускаемые отклонения проката от геометрической формы после правки поступающего на дальнейшие операции, не должны превышать:
— отклонения от плоскости листа, полосы зазор между стальной линейкой длиной 1 м и поверхностью листа – 2 мм, но не более 10 мм на длине свыше 5 м;
— отклонение от прямолинейности уголка, от плоскости полки (или стенки) швеллера, двутавра по длине f £ 0,001 L – 1 мм на 1000 мм, но не более:
— 4 мм для профиля до № 18 на всю длину,
— 6 мм для профиля № 20 и более на всю длину;
— винтообразность элемента не более 0,001 L от длины, но не более 10 мм.
6.2.9 Допускаемые отклонения радиуса гиба проката от геометрической формы не должны превышать:
— 3 мм (при длине шаблона по дуге 1 м) просвет между шаблоном и поверхностью согнутой в холодную полкой профиля,
— 5 мм тоже для профиля, согнутого в горячую.
6.2.10 При гибке листовых деталей в холодном состоянии внутренние радиусы закругления должны быть не менее указанных в таблице 3.
Допустимое утонение в месте гиба должно быть в пределах 10% от номинальной толщины.
Таблица 3 Минимальные радиусы закругления при гибке листовых деталей
Нагрузка, воспринимаемая конструкцией
для углеродистой стали
для низколегированной стали
6.2.11 Разметку следует производить по технологии, обеспечивающей необходимую точность работ.
6.2.12 При разметке деталей и сборочных единиц на металлопрокате и изготовлении шаблонов необходимо учитывать припуски на механическую обработку и усадку от сварки.
Размеры припусков на последующую механическую обработку деталей и заготовок, вырезанных кислородной резкой, должны соответствовать требованиям ГОСТ 12169. Учитываемые при разметке припуски на механическую обработку должны указываться в технологической документации. Допускается учитывать усадку сварного шва от сварки в соответствии с рекомендациями таблицы 4.
Таблица 4 Рекомендуемые припуски на усадку от сварки при разметке деталей