Печать ABS пластиком: температура, параметры, настройки

Физические свойства ABS пластика делают его отличным вариантом для функциональных и декоративных моделей. Основные проблемы, с которыми вы можете столкнуться при печати ABS — это отсутствие прилипания к столу 3d принтера, коробление детали с боков и выделяемые токсичные пары. В этой статье рассмотрим какие же оптимальные настройки 3d принтера для печати этим прекрасным материалом.
Температурное расширение пластика во время 3D печати
Как известно при нагревании пластика в экструдере, она имеет тенденцию к расширению. Нужно отметить, что разные пластики имеют свои коэффициенты расширения, ABS и нейлон имеют достаточно большие значения и после остывания, пластик начинает сжиматься, что приводит к его отслаиванию от стола 3d принтера и искривлению модели. Регулирование настроек 3d принтера помогут минимизировать данные дефекты.
Настройки 3D принтера
Печать ABS пластиком может показаться немного сложнее чем PLA пластиком, но правильные настройки решат все сложности.
Экструдер
ABS плавится в диапазоне от 210 до 250 ° C. Значение в 235 ° C наиболее оптимально, но всегда учитывайте температуру окружающего воздух.
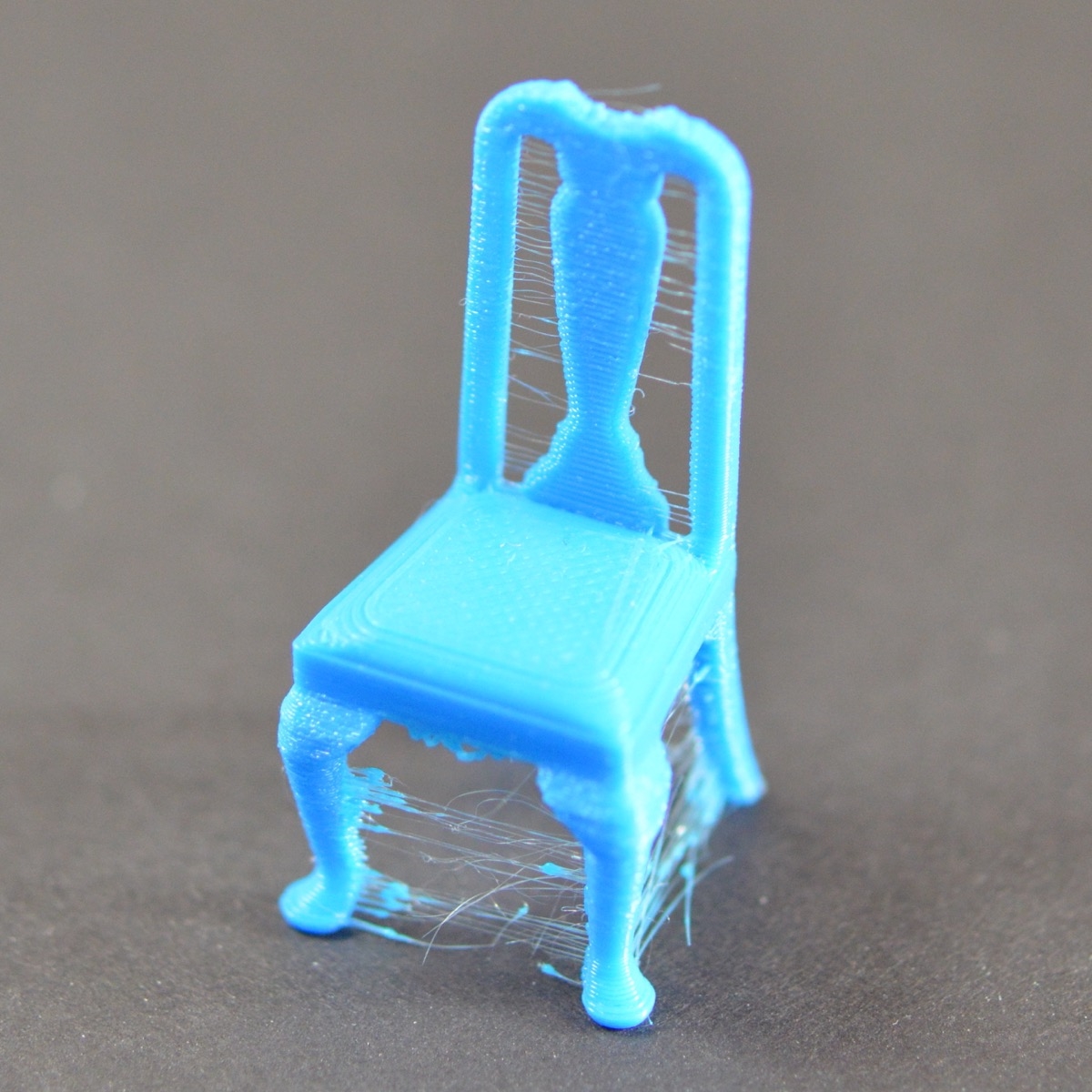
Если вы запустите экструдер слишком горячим, вы заметите множество нитей, образовавшихся между стенками вашей детали.
Если прогрев будет недостаточен, нить будет недостаточно выдавливается, что приведет к пропускам при нанесении слоев модели.
Стол 3d принтера
Функция стола с подогревом — устранить отслаивание первого слоя модели, поэтому установка правильной температуры имеет решающее значение. Температура, при которой пластик меняет фазу из твердого состояния в эластичное (но не жидкое), известна как температура стеклования (Tg ).
Для ABS температура стеклования составляет 105 ° C, следовательно, температура стола в 110 ° C будет достаточной.
Оптимальные настройки слайсера для печати ABS пластиком
У слайсера есть несколько важных настроек:
Оптимальная скорость печати ABS пластиком?
Хорошая скорость печати для ABS обычно находится в диапазоне 40-60 мм / с, как и для PLA. Скорость можно увеличить еще больше, если у вас есть термокорпус у вашего 3D-принтера, а другие факторы, такие как температура и стабильность, будут тщательно контролироваться т.к. ABS пластик дает усдаку. Е сли вы печатаете ABS со скоростью 60 мм / с, сделайте скорость первого слоя на уровне 70%. В некоторых случаях это может значительно улучшить адгезию.
Еще лайфхаки
Корпуса для 3d принтера

Кожух для вашей машины гарантирует, что температура окружающего воздуха будет стабильной и предохранит модель от деформации.
Клеи для стола 3d принтера
Другой вариант, который кажется эффективным в борьбе с отслаиванием — это использование клея. Клей можно наносить прямо на стол 3d принтера, что будет способствовать лучшему прилипанию отпечатка к платформе.
Продуманный дизайн
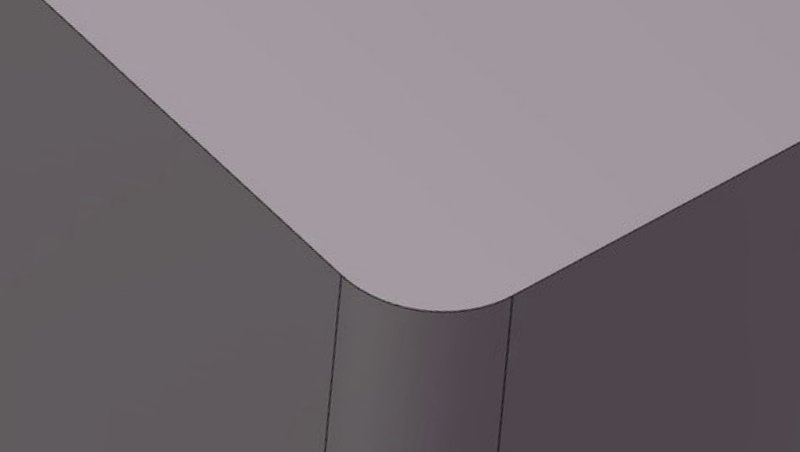
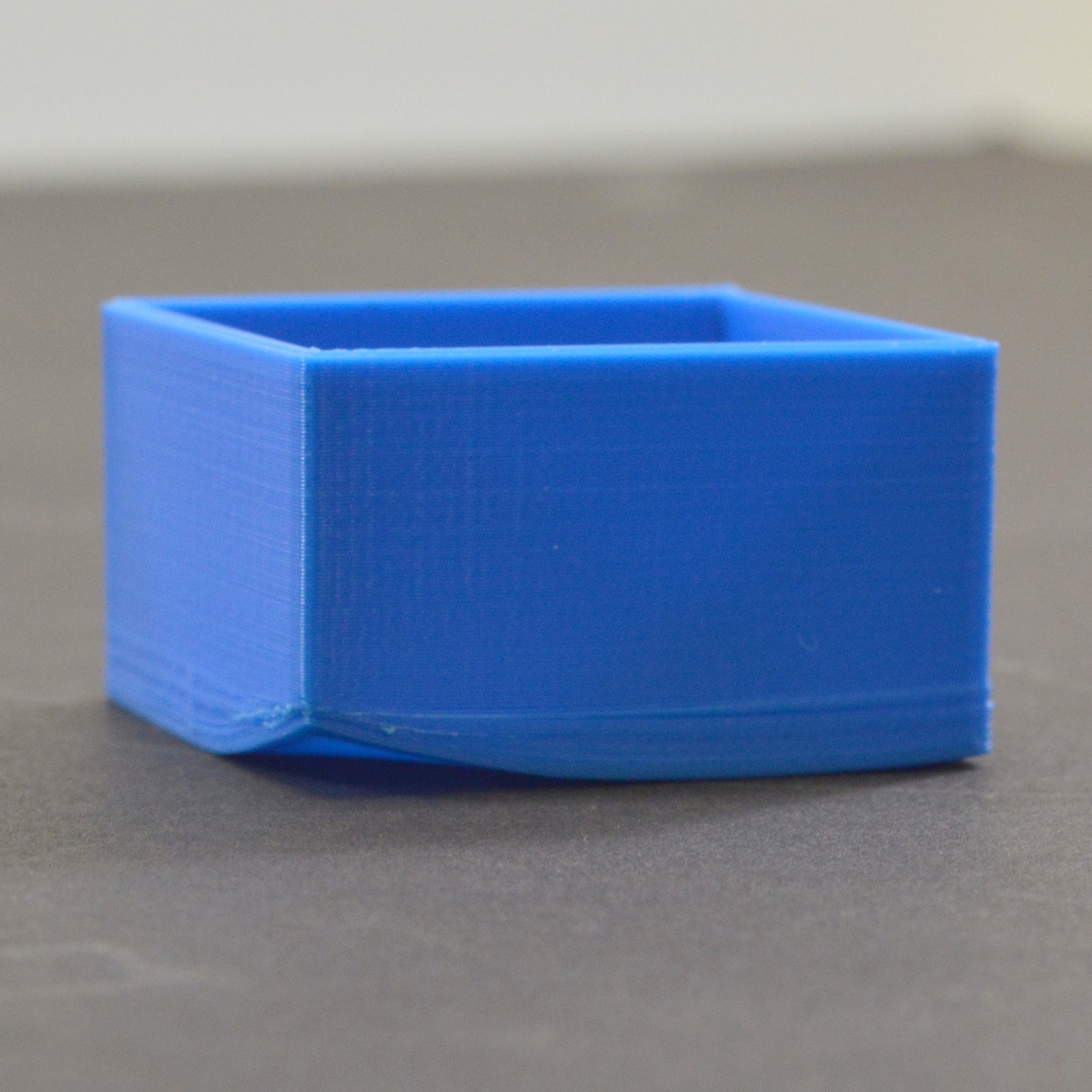
Острые углы в конструкции могут привести к дефектами, поскольку напряжение от деформации концентрируется в одной точке. Закругленные углы помогают распределить напряжение по изогнутой траектории и следовательно, снизить её концентрацию в любой отдельной точке.

Немного попрактиковавшись и выбрав правильные настройки, вы быстро овладеете искусством 3d печати из ABS пластика.
Обязательно почитайте про постобработку 3d моделей после печати, это существенное улучшить качество поверхности ваших отпечатков.
Самый полный обзор материалов для 3D-печати

ESUN – крупнейший китайский производитель материалов для 3D-печати (объем производства – около 15 000 тонн в год). Компания работает на рынке с 2002 года, имеет международные сертификаты качества и широкое портфолио продукции премиум класса.
Михаил Рихирев, директор по развитию Терем3D, в мельчайших подробностях рассказал обо всех базовых, инженерных и дизайнерских материалах для 3D-печати, которые уже имеются на рынке, а также о новинках 2019 года.
Базовые материалы
ABS – наиболее распространенный материал для 3D-печати долговечных изделий.
ABS улучшенный (ABS+) – специально разработанный инженерный пластик, предназначенный для решения промышленных задач и использования в камерах построения от 0,5 х 0,5 х 0,5 м и больше.
PLA – простейший материал, применяемый в 3D-печати. Подходит для работы на принтерах с открытой камерой. Нетоксичный, безопасный для детей, одобренный агентством по контролю за качеством продуктов и медикаментов США.
Инженерные материалы
Семейство «нейлон»:
ePA – чистый нейлон. Доступный износостойкий материал.
ePA—GF – нейлон, усиленный стекловолокном, более термостойкий, жесткий и менее гигроскопичный.
ePA—CF – нейлон, усиленный углеволокном, более износостойкий, жесткий и прочный. Не горючий.
Инженерные материалы (материалы специального назначения):
PVA – поливиниловый спирт. Уникальный материал для принтеров с двумя печатными головками (экструдерами). Применяется в качестве материала поддержки.
eClean– материал для очистки экструдера. Не предназначен для печати.
Дизайнерские материалы:
Металлическая серия состоит из 4-х пластиков: бронзового, стального, медного и алюминиевого. Материалы созданы на основе PLA и имеют близкие к чистому PLA параметры печати.
Деревянная серия состоит из 2-х пластиков: Wood и eBamboo. Пластик Wood имитирует древесину, а пластик eBamboo содержит бамбуковое волокно. По своим свойствам они похожи и требуют аккуратного подхода, потому что при перегревании могут обугливаться.
eSmooth – инновационный пластик на основе спирторастворимых композитов. Предназначен для обработки этанолом, который полностью сглаживает слои и придает изделию блеск. Пластик твердый, жесткий, устойчив к разрывам. Может использоваться для литья металлов, не оставляет золы и осадка при нагревании до 600 градусов.
Новинки 2019
eSilk-PLA – материал «Шелк» с характерным шелковым блеском. Доступен в 14 различных цветах.
eFlex, eLastic – материалы со свойствами резины (мягкие, гибкие, эластичные, легко смешиваются). Применяются для печати прокладок, мягких игрушек, прототипов обуви и т.п.
eTPU-95A – гибкий, эластичный, прозрачный материал. Не восприимчивый к ультрафиолету. Безвреден. Доступен в 11 цветах.
ABS пластик, настройки печати. (Введение)
Настройки принтера для 3D печати ABS пластиком
После приобретения материала, важно знать о температурах и настройках печати ABS пластиком для вашего 3D принтера.
Основными характеристиками являются:
На нашем пластике эта информация всегда указывается на упаковке и дублируется на самой катушке пластика.
Полезные статьи на тему ABS пластика:

Содержание статьи:
Режимы печати ABS пластиком
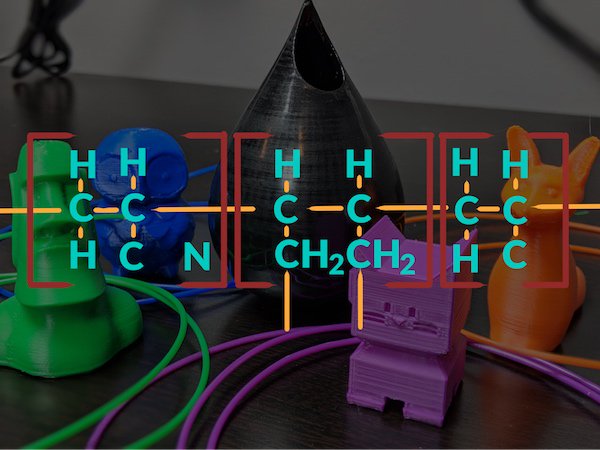
АБС-пластик (акрилонитрилбутадиенстирол, химическая формула (C8H8)x·(C4H6)y·(C3H3N)z) — ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров). Пропорции могут варьироваться в пределах: 15—35 % акрилонитрила, 5—30 % бутадиена и 40—60 % стирола. Производство одного килограмма АБС требует эквивалента примерно 8 кг[источник не указан 57 дней] нефти в виде материалов и энергии. Также он может быть повторно переработан. Некоторые виды АБС могут разрушаться под воздействием солнечного света. Это стало причиной одного из самых обширных и дорогостоящих отзывов автомобилей в истории США
Характеристики ABS-пластика
Настройки температуры стола для ABS пластика
ABS пластик капризный материал и идеальными рабочими условиями для него являются:
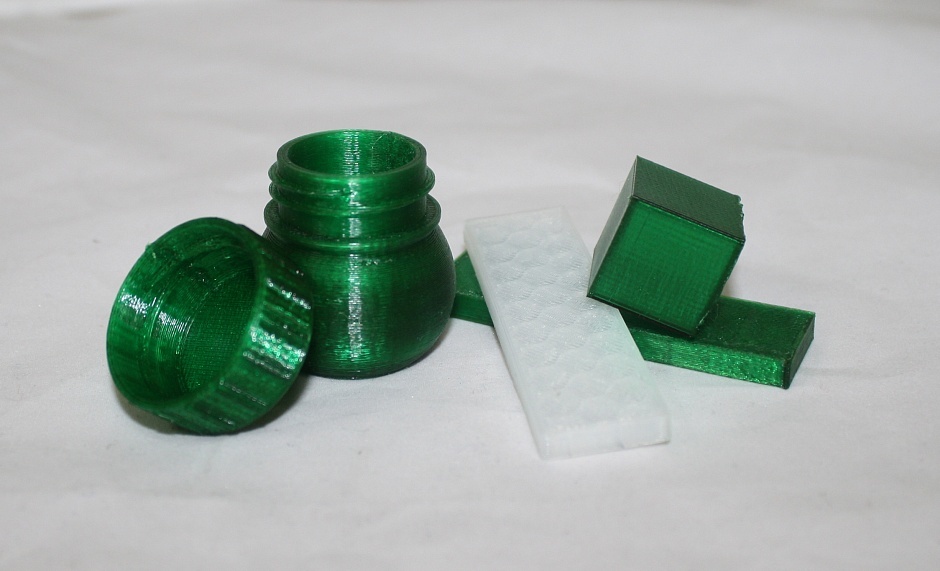
Примеры печати ABS пластиком.
Настройки скорости печати ABS пластиком
Настройки обдува ABS пластика
Для печати печати ABS пластиком как правило обдув не требуется, только если в случае печати мелких деталей для того-что бы слои успевали застывать, либо при печати на повышенных скоростях.
ABS пластик не прилипает к столу?
Лучше всего в вопросе «Почему ABS не прилипает к столу» обратить внимание на следующие моменты:
3D печать с ABS пластиком: печать прочных, рабочих компонентов
Узнайте о преимуществах и недостатках использования популярных материалов ABS в проектах 3D печати.
 3D печать с ABS пластиком: печать прочных, рабочих компонентов
3D печать с ABS пластиком: печать прочных, рабочих компонентов
Акрилонитрил-бутадиен-стирол (АБС, ABS) является вторым наиболее распространенным типом филаментов для 3D принтеров после PLA. По сравнению с PLA, с помощью ABS сложнее печатать, но он также предлагает лучшие механические свойства.
Хотя детали, напечатанные из ABS, не так долговечны, как из нейлона, но они более долговечны, чем детали, напечатанные из PLA, потому что ABS немного гибок. Это означает, что детали из ABS могут слегка деформироваться при воздействии большой нагрузки, а затем возвращаться к своей первоначальной форме, не подвергаясь постоянному повреждению.
ABS также легко обрабатывается с использованием ряда методов, включая ручное шлифование, механическую полировку и химическое сглаживание.
 Диаграмма оценки характеристик ABS пластика
Диаграмма оценки характеристик ABS пластика
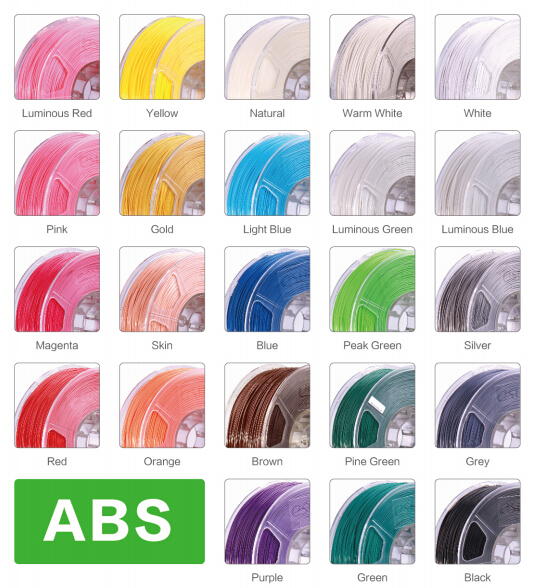
Филамент из ABS пластика доступен у различных продавцов в широком спектре цветов. На рынке также имеется ряд специальных составов ABS, которые придают изделиям более привлекательный вид сразу после печати.
Стоимость
Как упоминалось ранее, ABS только немного дороже, чем PLA. Однокилограммовая катушка ABS стоит от 20 до 50 долларов.
Продавцы, предлагающие катушки в более высоком ценовом диапазоне, как правило, имеют более жесткие допуски на размеры материала, и иногда они предлагают ABS с добавками, улучшающими качество поверхности после печати.
Прочность
Самым большим преимуществом филаментов ABS перед другими материалами для 3D печати является их высокая механическая прочность.
ABS обладает способностью изгибаться или деформироваться при воздействии большого усилия или удара, а затем возвращаться к своей первоначальной форме. Это свойство материала измеряется как относительное удлинение при разрыве, которое выражает, насколько материал может изменить форму, прежде чем он разрушится. Относительное удлинение при разрыве ABS в среднем примерно в четыре раза больше, чем у PLA.
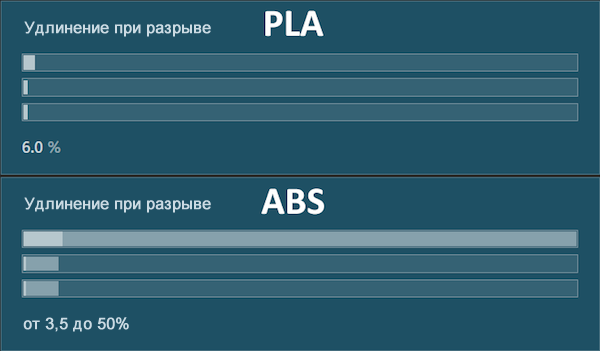 Сравнение PLA и ABS с полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Сравнение PLA и ABS с полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
По сравнению с другими распространенными материалами для 3D печати, ABS также обладает более высокой термостойкостью. Температура стеклования ABS (температура, при которой пластик размягчается и постоянно меняет форма) значительно выше, чем у других распространенных видов материалов, включая PLA.
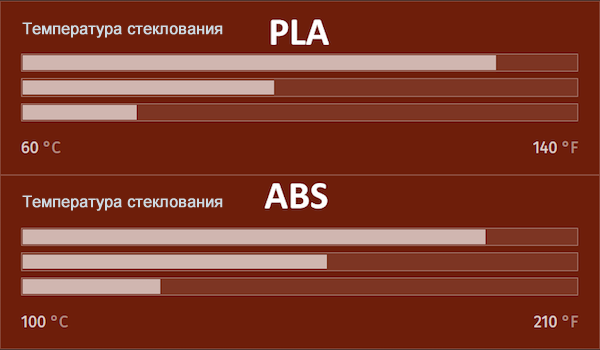 Полосы диаграммы сравнивают свойства каждого пластика полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Полосы диаграммы сравнивают свойства каждого пластика полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Постобработка
Эта более высокая температура стеклования также значительно облегчает шлифование деталей из ABS, поскольку в отличие от PLA и нейлона, он не размягчается и не приклеивается к наждачной бумаге.
Поэтому ABS не требует мокрого шлифования. Как и в большинстве случаев шлифования, для получения наилучших результатов вам следует начинать с более крупной наждачной бумаги и постепенно передвигаться к более мелкой зернистости бумаги.
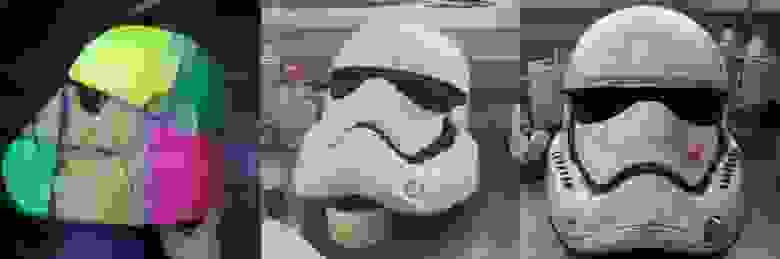
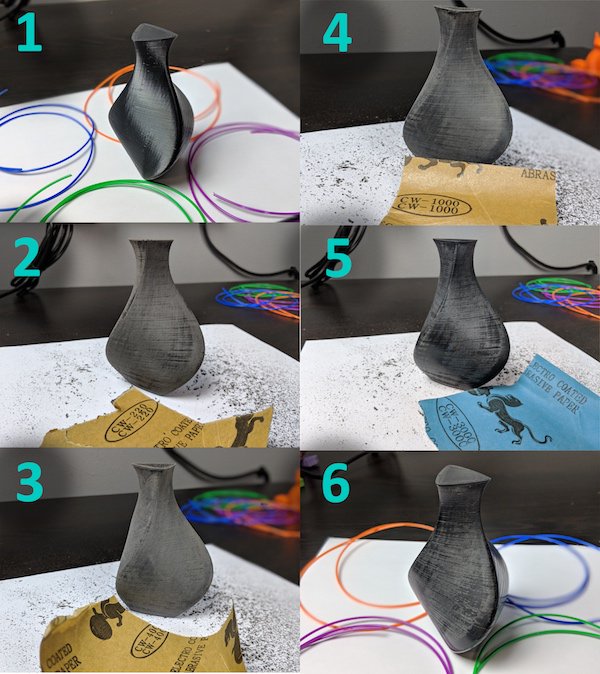 В этой последовательности фотографий, деталь из ABS шлифуется с постепенно уменьшающейся зернистостью (220, 400, 1000, 3000) и окончательно очищается. Хотя линии слоев всё еще видны, на ощупь деталь кажется фактически гладкой.
В этой последовательности фотографий, деталь из ABS шлифуется с постепенно уменьшающейся зернистостью (220, 400, 1000, 3000) и окончательно очищается. Хотя линии слоев всё еще видны, на ощупь деталь кажется фактически гладкой.
Другой метод постобработки, который особенно популярен для деталей из ABS, – это химическое сглаживание. Чаще всего детали из ABS сглаживаются парами ацетона.
Основной процесс заключается в том, чтобы поместить напечатанную на 3D принтере деталь из ABS в герметичный контейнер на платформу над ацетоном. Когда ацетон испаряется, контейнер заполняется его парами. Поскольку ABS хорошо растворяется в ацетоне, этот пар (довольно быстро) растворяет верхний слой пластика. Поверхностное натяжение сжиженного ABS сглаживает деталь.
Посмотрите на изображение ниже, чтобы увидеть разницу между незаконченной и сглаженной паром деталями. На верхней фотографии изображена незаконченная 3D деталь из ABS с высотой слоя 0,2 мм. После 3D принтера у этой детали были только удалены поддержки. На нижнем изображении показана та же деталь после сглаживания холодным паром. Поверхность очень гладкая и достаточно глянцевая, чтобы быть отражающей.
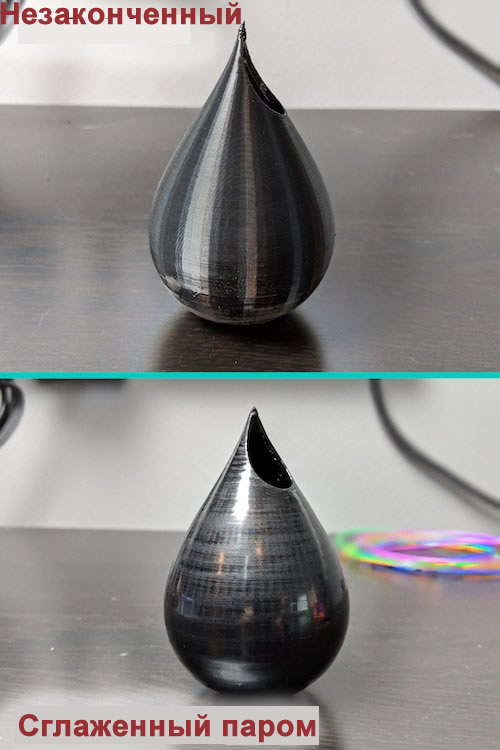 Сравнение незаконченной и сглаженной паром деталей из ABS пластика
Сравнение незаконченной и сглаженной паром деталей из ABS пластика
Следует отметить, что полировка деталей из ABS парами ацетона не особенно безопасна – при использовании этого метода следует соблюдать особую осторожность. Кроме того, пары ацетона легко воспламеняются, вдыхать их не очень полезно, и они могут легко повредить другие пластиковые детали на вашем рабочем месте, если ацетон содержится не правильным образом.
 Умное устройство для сглаживания паром Zortax Apoller
Умное устройство для сглаживания паром Zortax Apoller
Простота использования
ABS, безусловно, имеет некоторые преимущества по сравнению с другими распространенными материалами для 3D печати, но его основным недостатком является то, что ABS намного сложнее в использовании, особенно по сравнению с PLA.
Во-первых, ABS печатается при более высокой температуре, по сравнению с другими пластмассами, около 230°C. Для некоторых недорогих 3D принтеров, без цельнометаллических хотэндов, эта температура может быть близка к максимальной температуре, которую принтер может достичь.
Это может стать проблемой, потому что эти более простые 3D принтеры могут не иметь тепловых барьеров, предназначенных для сохранения дополнительного тепла в изолированном хотэнеде.
Деформация
По мере охлаждения ABS сжимается больше, чем другие пластики. Из-за этого серьезной проблемой для деталей из ABS является деформация. Поскольку разные части детали охлаждаются с разной скоростью, печатаемые детали из ABS могут деформироваться.
Это особенно очевидно, когда деформирующаяся часть отходит от печатного стола. Это может повлиять на сцепление слоев и привести к деформации всех слоев над искривленной областью. Детали также могут разделяться на части вдоль слоев в середине детали.
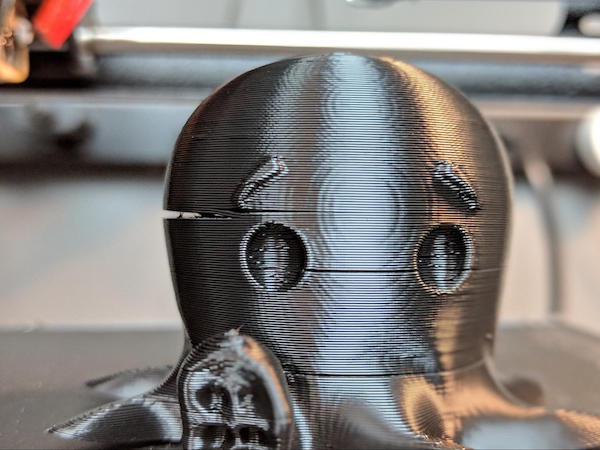
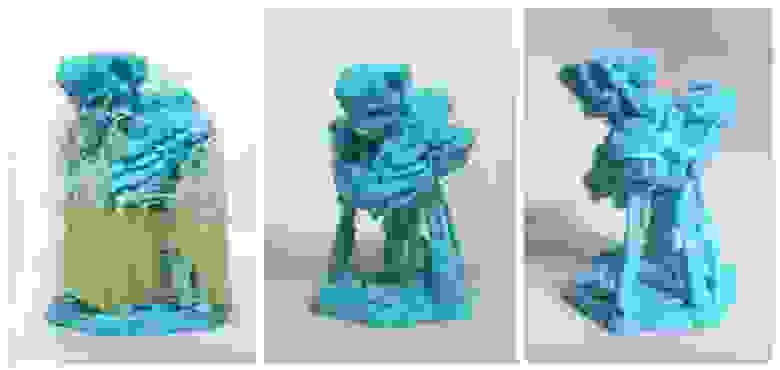
Посмотрите на пример ниже. На этом изображении вы можете увидеть умеренный уровень деформации на щупальцах осьминога. Когда ABS пластик остыл и сжался, он отошел от стола. Помимо деформации вашей детали, этот эффект может легко привести к сбою печати, если деталь упадет со стола, или если экструдер столкнется с деталью.
 Пример деформирования ABS пластика при охлаждении и сжатии
Пример деформирования ABS пластика при охлаждении и сжатии
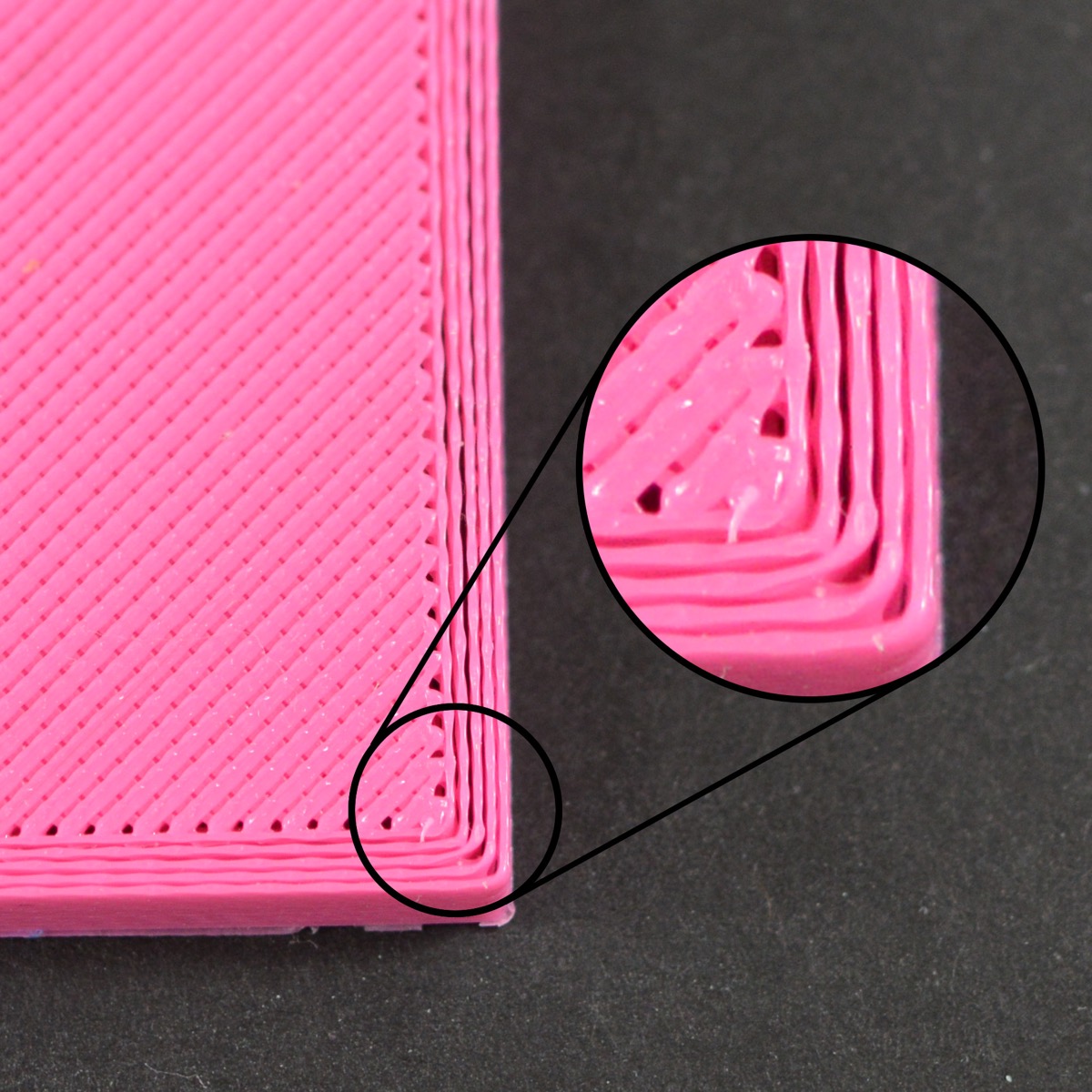
Кроме распространенной проблемы с отхождением от стола при деформации ABS, есть еще и другая проблема – расслаивание по слоям. На приведенном ниже напечатанном объекте в нескольких местах разделены слои, которые возникли из-за того, что разные области объекта охлаждаются и сжимаются с разной скорость.
 Пример расслаивания напечатанного объекта из ABS пластика по слоям
Пример расслаивания напечатанного объекта из ABS пластика по слоям
Способы избежать деформации ABS
Для избежания стремления ABS к деформированию можно использовать несколько методов. Наиболее распространенным является использование стола с подогревом, что практически необходимо для успешной печати из ABS пластика.
Подогреваемый стол сохраняет тепло во время печати, позволяя детали остывать равномерно. Подогреваемый стол также значительно улучшает адгезию (сцепление) ABS пластика со столом.
 Один из способов избежать деформации – использование подогреваемого стола
Один из способов избежать деформации – использование подогреваемого стола
Однако даже с подогреваемым столом крупные детали всё еще могут страдать от деформации, включая расщепление по слоям. Поэтому некоторые пользователи 3D принтеров делают корпуса для своих принтеров. Поместив 3D принтер в изолированный корпус, мы увеличиваем температуру воздуха внутри корпуса.
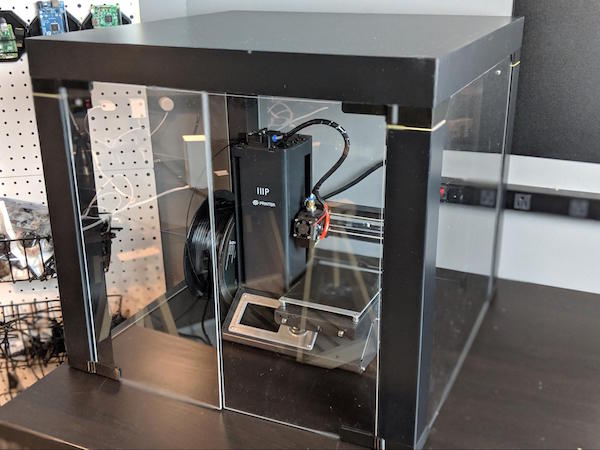 Корпус этого 3D принтера сделан из приставного стола Ikea, нескольких прозрачных акриловых панелей и нескольких напечатанных на 3D принтере деталей
Корпус этого 3D принтера сделан из приставного стола Ikea, нескольких прозрачных акриловых панелей и нескольких напечатанных на 3D принтере деталей
Использование изолированного корпуса имеет ту же цель, что и использование стола с подогревом, оно позволяет детали остывать равномерно, что снижает вероятность деформации. У корпусов есть дополнительное преимущество: они уменьшают сквозняки от движения воздуха в окружающей среде вокруг принтера, что также помогает поддерживать постоянную температуру всего печатаемого объекта.
Запах
Последнее, что нужно учитывать при печати с ABS, – это запах, который он производит. Хотя все материалы для 3D печати во время работы 3D принтера создают некоторый запах, у ABS он немного неприятнее, чем у других. Во время печати ABS сильно пахнет плавящимся пластиком (что имеет смысл – ведь он им и является).
Эти пары не только неприятно пахнут, но новые исследования также показывают, что они могут иметь негативные последствия для здоровья. Содержание этих неприятных запахов является еще одной причиной для использования закрытых корпусов.
Настройки 3D принтера для печати с ABS пластиком
Температура экструдера
ABS печатается при относительно высокой температуре, около 240°C. Для некоторых 3D принтеров начального уровня это уже вершина температурного диапазона, но 240°C достижимо даже без цельнометаллического хотэнда.
Температура стола принтера
Как и при любой 3D печати, на вашем конкретном принтере потребуется несколько пробных и ошибочных тестов, чтобы найти оптимальную температуру. Чтобы напечатать что-то, кроме самых мелких деталей, вам также понадобится стол с подогревом. Температура стола для ABS должна быть установлена около 80°C.
Адгезия (сцепление) стола
И, наконец, для лучшей адгезии можно использовать несколько материалов для покрытия стола. Самый распространенный трюк – использование ленты Kapton и лака для волос. Лента Kapton – это торговая марка полиимидной пленки, разработанной DuPont. Обычно она поставляется в виде рулонов самоклеющейся ленты, которую можно приклеивать на нагреваемые платформы.
После нанесения слоя каптоновой ленты, небольшого разбрызгивания лака для волос, оставленного для высыхания на 10-15 минут, создается комбинация, которая хорошо работает для улучшения адгезии стола с ABS пластиком. Другой метод, который можно использовать для улучшения адгезии к столу и предотвращения деформации, – это печать с использованием юбки или поля. Эти два метода увеличивают площать контакта между столом и печатаемым объектом, что улучшает общее сцепление.
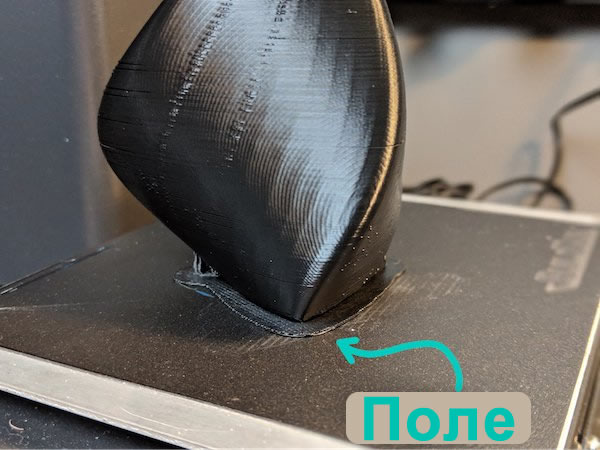 Печать с краями помогает сцеплению печатаемого из ABS объекта и стола
Печать с краями помогает сцеплению печатаемого из ABS объекта и стола
Также существует ряд специализированных печатных поверхностей, разработанных специально для оптимизации адгезии ABS, например, BuildTak.
Наиболее подходящие типы проектов для ABS пластика
Рабочие, прочные детали
ABS часто используется для проектов, включающих в себя рабочие детали, такие как шестерни, монтажные кронштейны, крючки, полки, запчасти и все другие виды объектов, которые требуют долговечности.
Прототипирование
ABS часто используется для создания прототипов продуктов, потому что он легко обрабатывается различными методами. ABS также является чрезвычайно распространенным пластиком для литья под давлением. Таким образом, опытные образцы 3D печати из ABS дают разработчикам хорошее представление о том, как будет работать отлитая конструкция.
Высокотемпературные проекты
ABS, по сравнению с другими пластмассами, имеет более высокую устойчивость к теплу, что делает напечатанные из ABS объекты полезными в средах, где детали сталкиваются с относительно высокими температурами, например, внутри автомобилей или около кухонного оборудования.
Обзор материалов для 3D-печати ESUN
Технологии 3D печати не стоят на месте. Производители пластиков то же не стоят на месте – появляются новые виды пластика, улучшаются старые. Новичку бывает сложно разобраться в многообразии материалов. Для них мы решили написать небольшой обзор по пластикам фирмы ESUN, крупнейшего производителя пластика для 3D-принтеров в мире.
PLA – за счет небольшой температуры плавления и усадки является одним из самых доступных материалов для 3D печати. Не требует наличия подогрева стола в принтере. Пластик биоразлагаемый, не токсичный. При печати практически не пахнет или имеет аромат жженого сахара.

Огромная палитра цветов (включая люминесцентные цвета) позволяет печатать разнообразные изделия без последующей покраски и пост-обработки.

Совсем недавно была добавлена палитра прозрачных пластиков различных цветов. 
Растворителем для PLA является дихлорметан (метиленхлорид, хлористый метилен). При печати очень важно хорошо обдувать модели из PLA и не перегревать их.
Стоимость катушки весом 1 кг — 1450 рублей.
ABS – ударопрочный термопластик. Очень популярный благодаря своим физико-механическим свойствам. Он прекрасно обрабатывается — шкурится, сверлится, пилится. Хорошо подходит для печати функциональных моделей.

Или моделей которые требуют дальнейшей покраски и доработки.
Хорошо растворяется ацетоном. Благодаря этому можно получать глянцевые изделия при помощи ацетоновой бани.

Разнообразие палитры цветов не уступает PLA.
Есть конечно и свои минусы, и нюансы. ABS при печати дает сильную усадку из-за этого, желательно использовать принтер с закрытой камерой и подогреваемым столом.
Растворителем для ABS является Ацетон.
Стоимость катушки весом 1 кг — 1450 рублей.
PETG – полиэтилентерефталат-гликоль, высоко ударопрочный пластик из полиэтилентерефталата с добавлением гликоля (по международному обозначению PET-G).

Очень интересный материал, является чем-то средним между ABS и PLA. Материал имеет небольшую усадку, им можно печатать на принтере без подогреваемого стола. В то же время материал прекрасно шкурится и обрабатывается.
Тут уже палитра цветов скромнее. В основном прозрачные цвета за исключением черного и белого.

Растворитель – Метилэтилкетон, Циклогексанон.
Стоимость катушки весом 1 кг — 1950 рублей.
Ударопрочный, жесткий, термостойкий материал устойчивый к ударным воздействиям. Главное отличие от других видов пластика — слабая воспламеняемость. Интересен для печати готовых функциональных изделий.

При печати капризен. Обязательно требуется наличие камеры и подогреваемой платформы. Температура печати 260 – 300 градусов. Не каждый принтер может нагреть экструдер до такой температуры.
Пластик доступен только в одном цвете — натуральном.

Стоимость катушки весом 1 кг — 2400 рублей.
Или просто нейлон. Износостойкий, без проблем обрабатывается, с отличным коэффициентом скольжения (можно печатать втулки), что делает его достаточно популярным.
Отлично подходит для печати шестеренок и механизмов, за счет отличной износостойкости.
Для печати требуется подогреваемый стол и закрытая камера.
Доступен только один цвет — натуральный.

Стоимость катушки весом 1 кг — 3200 рублей.
Это тот же ePA только с добавлением карбоновых волокон.

Это делает изделия из ePA-CF еще более прочными, жесткими и износостойкими. Плюс изделия получаются с очень красивым, матовым, черным цветом.

Для печати рекомендуется принтер с закрытой камерой и подогреваемым столом.
Flex — специальный гибкий материал, похожий на жесткий силикон. Изделия из него получаются гибкие и прочные на разрыв.

Доступен всего один цвет — натуральный.

Печатать лучше на небольших скоростях, около 15-30 мм/с, иначе пруток может «зажевываться» механизмом подачи. Пруток 1,75 хорошо подойдет для «direct» подачи на принтерах. (мотор на голове принтера), у «bowden» подачи (мотор на корпусе принтера) бывают проблемы при печати мягкими видами пластика.
Стоимость катушки весом 1 кг — 2750 рублей.
Это декоративный пластик на основе PLA с красивым бронзовым цветом. Подходит для печати декоративных изделий. Готовые модели выглядят очень выигрышно и необычно, особенно бюсты.

Идеально подойдет для печати готовых изделий под бронзу — бюсты, фигурки, брелки.
Печатается почти как PLA — можно печатать на холодном столе, главное хорошо обдувать модель.
Стоимость катушки весом 0,5 кг — 2100 рублей.
Декоративный пластик с цветом «под деревяшку».

В отличие от пластика с деревянным наполнителем очень легко печатается и не забивает сопло. Но не изменяет свой цвет при изменении температуры.
Цвет получается с перламутровым блеском, но близкий к светлому дереву.

Стоимость за катушку весом 0,5 кг — 2 100 рублей.
Пластики с металлической пудрой (алюминиевой, нержавейкой или медной). Как и Bronze интересны в декоративном применении.

После печати для «вскрытия» металлического наполнения рекомендуем зачистить модель металлической щеткой.



Шикарны для печати декоративных брелочков. Если брелок поцарапается или затрется — он останется таким же «металлическим».
При печати могут возникнуть проблемы с прилипанием первого слоя, поэтому лучше печатать на принтерах с подогреваемым столом.
Стоимость катушки весом 1 кг.: eAfill — 3 700 рублей, eCopper — 4 200 рублей, поставки eSteel еще пока не начались, цена не определена.
HIPS — термопластичный полимер. Его получают, добавляя во время полимеризации полибутадиен к полистиролу. Из-за того, что растворителем для него является лимонен — чаще всего используется как материал поддержки, для пластиков с высокой температурой печати.

Поддержки из HIPSа легко выламываются и вымываются.

Хотя можно использовать HIPS в качестве самостоятельного материала.
HIPS более мягкий материал по сравнению ABS. Легко шлифуется и обрабатывается. Поскольку материал используется чаще всего как поддержка мы предлагаем только натуральный и черный цвет, хотя ESUN производит полную палитру.
Печать HIPS весьма схожа с печатью ABS-пластиком. Желательно печатать на принтере с подогреваемой платформой и закрытым корпусом.
Стоимость катушки весом 1 кг — 1950 рублей.
PVA — или поливиниловый спирт.

PVA растворим в воде, что делает его непригодным для создания функциональных моделей, но позволяет использовать в качестве поддержек.
Капризен в печати из-за своей текучести. Печатается аналогично PLA — важен хороший обдув.
Стоимость катушки весом 0,5 кг — 2950 рублей
Из названия понятно что пластик предназначен для прочистки сопла принтера.

Хорошо подходит для атомной чистки экструдера, или же для прочистки сопла при замене типа пластика.
Применение достаточно простое, нагреваете экструдер до 150 — 220 градусов, вставляете нить и ждете пока она выйдет через сопло с остатками загрязнений и застывшего пластика.
Стоимость за 100 гр пластика — 500 рублей.
Всю информацию по пластикам мы объединили в таблицу.
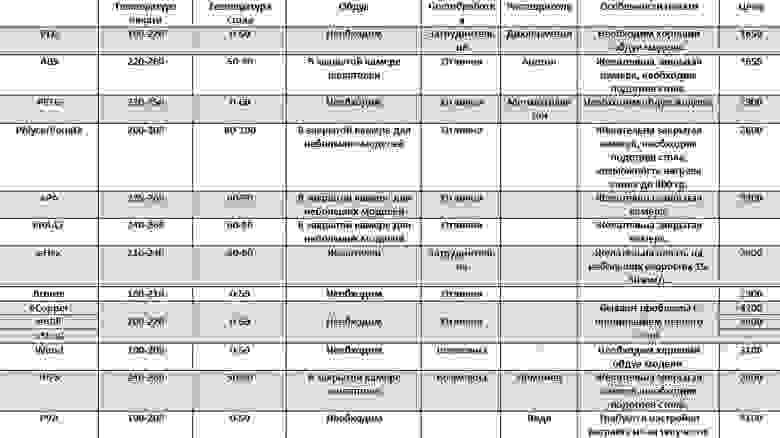
Надеемся она будет полезна новичкам осваивающим азы 3D печати.
По традиции минутка рекламы. Покупая оборудование в нашей компании, вы получаете 10 преимуществ:
Подписывайтесь на наши группы в Facebook, VK и YouTube, чтобы быть в курсе последних событий.