Параметры процесса сварки КСС
| Номер слоя (валика) | Род тока, полярность | Диаметр проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, м/ч | Скорость подачи проволоки, см/с | Расход газа л/мин |
| Слой 1 Слой 2 | Постоянный, обратная полярность | 1,2 | 5.9 | 9-10 | |||
| Слой 3 Слой 4 | 10-12 |
Технологические требования к сварке:
1.Сварочные материалы должны соответствовать требованиям стандартов, технических условий, паспортов и иметь сертификат.
2.Сварку швов заполнения и облицовочный шов необходимо проводить без остановок, а рпи остановке зачистить абразивным инструментом окончание шва (участок обрыва дуги).
3.Сварку выполнять с полным проваром корня шва.
4.По окончании сварки швы и прилегающие к ним поверхности на расстоянии не менее 20 мм должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
5.Клейма (маркировка) должны быть поставлены с наружной стороны сварных соединений на расстоянии 20-50 мм от края усиления шва. При этом на продольных и других не замкнутых сварных соединениях клейма следует ставить на расстоянии 100-200 мм от конца шва.
Требования к контролю качества КСС
| Метод контроля, Вид испытаний | НД на методику контроля | Объем контроля (%, кол-во образцов) |
| Визуальный и измерительный | РД 03-606-03, ГОСТ 23118-99 | 100% |
| Механические испытания | ГОСТ 6996 ГОСТ 23118-99 | 100% |
Карта технологического процесса сварки сварного соединения Т6
| № п/п | Наименование | Обозначения (показатели) |
| Нормативный документ | ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением» | |
| Способ сварки | Механизированная сварка в среде защитных газов (МП) | |
| Основной материал (марки) | Сталь 09Г2С ГОСТ 19281-89 | |
| Основной материал (группа) | группа 1 (М01) | |
| Толщина свариваемых деталей | 14 мм | |
| Диаметр деталей в зоне сварки | ||
| Тип шва | угловой (УШ) | |
| Тип соединения | тавровое (Т6) | |
| Вид шва соединения | одностороннее | |
| Форма подготовки кромок | ||
| Положение при сварке | Н | |
| Вид покрытия электродов (для РД) | ||
| Режимы подогрева | Не применяется | |
| Режимы термообработки | Не применяется |
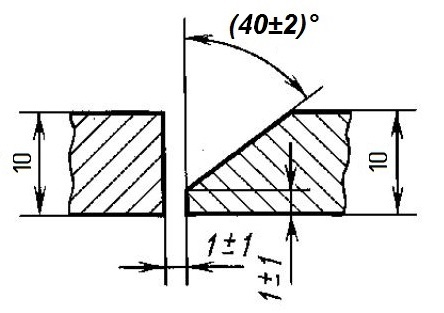
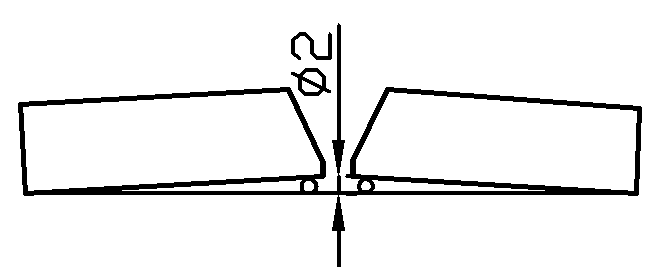
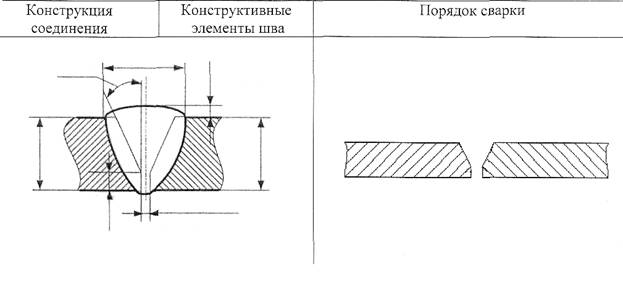
| Конструкция соединения | Конструктивные элементы шва |
 |  |
Метод подготовки и очистки:
Все местные неровности кромок до сборки удалить с помощью абразивного круга или напильника
Требования к прихватке:
4 штуки по 15 мм через 100, выполненные МП
Защита сварочной ванны/защита корня шва:
Параметры процесса сварки КСС
| Номер слоя (валика) | Род тока, полярность | Диаметр проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, м/ч | Скорость подачи проволоки, см/с | Расход газа л/мин |
| Слой 1 Слой 2 | Постоянный, обратная полярность | 1,2 | 9-10 | ||||
| Слой 3 Слой 4 | |||||||
| 5.9 | 10-12 | ||||||
| Слой 5 Слой 6 | |||||||
| 10-12 |
Технологические требования к сварке:
1.Сварочные материалы должны соответствовать требованиям стандартов, технических условий, паспортов и иметь сертификат.
2.Сварку швов заполнения и облицовочный шов необходимо проводить без остановок, а рпи остановке зачистить абразивным инструментом окончание шва (участок обрыва дуги).
3.Сварку выполнять с полным проваром корня шва.
4.По окончании сварки швы и прилегающие к ним поверхности на расстоянии не менее 20 мм должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
5.Клейма (маркировка) должны быть поставлены с наружной стороны сварных соединений на расстоянии 20-50 мм от края усиления шва. При этом на продольных и других не замкнутых сварных соединениях клейма следует ставить на расстоянии 100-200 мм от конца шва.
Требования к контролю качества КСС
| Метод контроля, Вид испытаний | НД на методику контроля | Объем контроля (%, кол-во образцов) |
| Визуальный и измерительный | РД 03-606-03, ГОСТ 23118-99 | 100% |
| Механические испытания | ГОСТ 6996 ГОСТ 23118-99 | 100% |
Список использованной литературы
4. Технология металлов и сварка. /Под ред. П.И. Полухина М.: Высш. Шк. 1977. – 464 с.
6. Б.В. Прыкин. Технология металлов и сварка. Киев: Вища школа», Головное изд-во, 1978, 240 с.
7. Конструкционные материалы. /Под ред. Б.Н. Арзамасова. М. Машиностроение, 1990. – 688 с.
8. Технология конструкционных материалов /Под ред. А.М. Дальского. М. Машиностроение, 1977. – 448 с.
9. Сварка в машиностроении: Справочник в 4-х томах/ Под редакцией Н.А. Ольшанского М. – Машиностроение, 1978. – 504с.
10. Методическое руководство к курсовому проекту по дисциплине «Технологические основы сварки плавлением и давлением», Саратов, 2007.
Как правильно оформить сварочную документацию и сдать работу в срок
Если вы хотите узнать какая сварочная документация оформляется и сдается, мы расскажем вам об этом.
Весь сварочный процесс требует соблюдения норм, ведения документации и повышенный контроль за всеми этапами работ. Для правильной организации сварного процесса и получения нужных результатов, важно соблюдать соответствие производственной стандартизации именно для тех работ, которые проводятся в условиях повышенной опасности. Для более полноценного понимания всех требований по сварке (на ОПО — опасном производственном объекте) нужно изучить ФНП и другие нормативные документы (НТД). В нормативных актах четко прописаны все допуски и требования по сварке на опасных производственных объектах.
Какая документация оформляется до и при проведении сварочных работ
В ФНП есть четко сформулированные определения, какая именно документация оформляется при проведении сварочных работ.
Сварной процесс на ОПО требует тщательнейшего контроля. Регулировать этапы могут:
При реализации мер по отслеживанию всех рабочих процессов по сварке, соблюдаются основные пункты ФНП, норм, Госты и СНИПы. Важным моментом является специфичность выполняемых действий и квалификационные данные самого исполнителя сварных манипуляций. Как до начала, так и в конце проведенной сварки требуется составлять пакет соответствующей документации.
Первое-составить технологическую карту, в которой указать последовательность и количество требующихся работ, виды применяемой сварки, кто ОЛ (ответственные лица) и т.д. Кроме того, необходим сварной журнал с указанием детальной информации (ФИО участников рабочего процесса).
Кроме того, требуется еще ряд актов, включающих в себя:
До начала работ. ППР на сварные работы.
ППР-проект производства работ по сварке (или ППСР) составляется для каждого вида объектов индивидуально. Помимо общих данных вносится ряд таких:

Полезно посмотреть это тематическое видео:
Техкарты на сварку и контроль
Основным для сварщика до начала работ является ознакомление с технологической картой.
Крайне важно соблюдать этот момент особенно когда предстоит сварка ответственных соединений. А перед предстоящими сложными монтажными работами огромных конструкций необходимо тщательно изучить технологическую карту сборочно-сварных работ.
Изучение специализированных карт позволит сварщику разобраться в деталях работы, изучить специфику предстоящих соединений, заранее подготовить необходимое оборудование. Благодаря этому работа облегчается и улучшаются итоговые показатели.
Пример: технологическая карта по сварке трубопровода — РД-1-22СОО С17ГОСТ16037
ППСР или ПСР (проект сварочных работ)

Должностные инструкции (сварщика, мастера и инженера)
Каждому виду сварной деятельности соответствуют индивидуальные должностные инструкции, с которыми специалисты должны быть ознакомлены в самом начале.
Наряд-допуск.
Перед началом сварки сварщик обязан получить наряд (допуск).
Он включает в себя:
Составляется ПТД (производственно-технологический документ) в котором: инструкции, чертежи, прописанные ТУ, рекомендации по техно-картам и оборудованию, информация о методологии процесса сваривания.
Немаловажно знать, какую документацию требуется оформлять в процессе выполнения сварочных работ.
В процессе сварки
Теперь рассмотрим документы оформляемые в процессе работ.
Исполнительная схема (формуляр)

На исполнительной схеме или формуляре обозначают стыки, опоры высотные отметки. Указывают расстояния между стыками, осями и рядами здания. Прописывают данные по сварщикам выполнявшим работу. Выполняется в чертежных программах чаще всего в Autocad.
Журнал сварочных работ


Акты на сварку допускных стыков или КСС (контрольных сварных соединений)

Акты на контроль КСС
Документы оформляются на различный контроль – ВИК, УЗК / РК, и механические испытания – разрушающий контроль.
1) О средствах измерения, которыми должен располагать специалист ВИК
2) Проведение ультразвукового контроля
3) Компьютерная радиография в деле
Акты на контроль готового изделия
Данные акты (заключения) по ВИК и неразрушающий контроль если он предусмотрен нормативно-технической документацией оформляются в процессе работ, а также по завершению в зависимости требований заказчика. Примеры заключений и актов — можно посмотреть здесь.
Тематические видео: 1) Виды и методы неразрушающего контроля
2) Основные дефекты сварных соединений и их выявляемость методами НК
Это был краткий перечень того, какая именно исполнительная документация подлежит оформлению при проведении сварочных работ.
После окончания сварочного процесса необходимо (закреплено в ФНП) очистить все произведенные стыки и соединения, удалить шлаковые остатки, убрать загрязнения (натеки и остатки металлов). После осуществления проверки потребуется исправить все выявленные дефекты. Потребуется и заполнение определенной документации в полном объёме и исходя из предъявляемых требований.
Как и кто заполняет документы
Например, в строительстве при проведении сварочных работ ведут документ «Журнал сварочных работ» и им занимаются исключительно профессионалы. В нем учитывается весь спектр производимых действий по сварке. Сварной вести такой вид документа не может. Этим занимается исключительно специалист со 2 уровнем НАКС и выше. Регулируется данный вид учета приказом руководства и отдается под подпись назначенного для данного вида задач сотрудника. В должностной инструкции (или ТД) прописывается обязательство вести журнал по сварке. Это условие соблюдения трудового законодательства.
Пример заполнения журнала сварочных работ
Заполнение журнала процесс довольно простой, так как обозначено, что необходимо написать в строках.
Как заполняются графы
На титульном листе журнала обозначения граф даны четко. В них указывается:

Далее требуется внести в таблицу информацию о работниках, которые выполнили сварку. Информация предоставляется в развернутом, полном виде, вплоть до указания:
В журнале указываются даты начала и окончания работ (это важно, когда, например, происходят судебные тяжбы легче выявить виновных).
Кроме того, важно вносить в таблицу сведения о соответствии квалификационных разрядов.
Это, например, касается работника, отвечающего за проведения цикла производственных сварных действий. Если у него нет должной квалификации допущен к этому виду работ он не будет.
Далее в таблицу заносят сведения об исполнителях (сварщиках)так, как эти работники отвечают за выполнение профессиональной сварки. Они в последней графе таблицы ставят подписи. Кроме того, вторая таблица несет в себе такую информацию:
Для четкости проверки качества соединений сварки того или иного сварщика, каждое соединение проставляется личным клеймом (ЛК). ЛК выглядит как заготовка, которая содержит 2-е строки (без рамки и с ней). При проверке того какой конкретно сварщик варил, например, стыки, которые находятся под сильным давлением.
Раздел выполнение работы
Графы основной части журнала содержат:
Для того чтобы понять, с чего складываются расценки на РАЗЛИЧНЫЕ сварочные работы, можно посмотреть тематическое видео по данному вопросу. Как рассчитать стоимость сварочных работ и что при этом необходимо обязательно учесть.
Требования к работникам и руководителям
Руководить сварочными процессами на ОПО допустимо только тем работникам, которые соответствуют (и это подтверждено актами) узкоспециализированным профессиональным знаниям. Обязательный момент-наличие НАКС удостоверения.

НАКС. Процедура аттестации сварщиков и специалистов сварочного производства.
Как получить НАКС. Что для этого нужно какие документы нужны для получения НАКСа.
Серия видео: Сварка труб для аттестации НАКС.
Как сдать экзамен сварщику на аттестацию НАКС (подготовка)
Кроме того руководителям важно уметь читать сварные чертежи, знать базовые технические аббревиатуры и обозначения. Подробно о том, как обозначаются на чертежах сварные швы — условное обозначение сварки узнаете в статье на нашем сайте.
Перед работниками, занимающимися непосредственно руководством сварного процесса стоят задачи:
Важно: в чрезвычайных ситуациях руководитель обязан быть хладнокровным и уметь принимать мгновенные верные решения.
Допускаются только те исполнители, которые прошли профильное обучение квалификацию по специальности плюс получили удостоверение сварщика с указанием присвоенного после прохождения теории и практики разряда.
При сварке на ОПО нужна подтвержденная высшая квалификация по специальности. В организациях сварщикам который закончил обучающий процесс и аттестацию присваивается приказом личное клеймо его номер указан в удостоверении.
Важно, что допущенный к процессу сварки исполнитель не должен иметь противопоказаний как по регулярному профилактическому медосмотру, так и по проводимому непосредственно перед каждой рабочей сменой.
Требования к сварочным работам
В правилах согласованы все требования к сварке на ОПО. Главный момент — гарантирование безопасности участникам рабочего процесса. Средства пожаротушения должны быть в свободном доступе.

Сварщикам выдается спецовка(спецодежда). Спецовка (роба) состоит как правило из:

Все вышеперечисленные составляющие рабочего комплекта в обязательном порядке должны соответствовать индивидуальным параметрам работника, выполняющего сварку:
Техника безопасности при сварке.
Школа сварки. Урок № 1. Безопасность при сварке.
Не менее важный момент — это наличие полноценно составленной аптечки.
Обязательно необходима вентиляция (на рабочем месте), аптечка и быстро доступные эвакуационные выходы на случай возникновения ЧС.
Если сварные манипуляции на ОПО реализуются в отрытом пространстве-важно выставить специализированные ограждения с предупреждающими об опасности знаками.
Требования по безопасности в дополнительном объёме применимы к сварочным процессам на ОПО проводящихся на высоте. Важно надежно укрепить приставные сооружения (лестницы и подъемные конструкции).
Категорически воспрещается проведение сварки в условиях повышенной метеорологической опасности (сильных порывах ветра, ливнях, снегопадах). Сварщику проводят подробный инструктаж (объясняют возможные опасности и тонкости процесса).
Дополнительное тематическое видео:
Обучение и аттестация по промышленной безопасности.
Ксс техкарты по сварке
Карта технологического процесса сварки контрольного сварного соединения (КСС)

Способ сварки – РАД (Ручная аргонодуговая сварка)
Сварное соединение — С17 (ГОСТ 16037-80)
Положение шва при сварке – В1
Карта технологического процесса сварки контрольного
Способ сварки – ручная аргонодуговая
Основной материал (марка) — труба
Наименование (шифр) нормативных документов:
Соединения сварные стальных трубопроводов ГОСТ 16037-80;
Отраслевой стандарт. Сварка в химическом машиностроении. Основные положения ОСТ 26.260.3-2001
длина одного свариваемого элемента (трубы) – 150
Тип соединения – стыковое (С2) ГОСТ 16037-80
в сборочном приспособлении, на прихватках
Положение шва при сварке – переменное при горизонтальном расположении осей труб свариваемых без поворота (на подъем).
Требования к прихваткам –3 прихватки равномерно по периметру, длина каждой прихватки – 8-10 мм;
Вид соединения — односторонняя сварка без подкладки (ос (бп))
Сварочное оборудование – источник сварочного тока инверторного типа (Master Tig MLS 3500) горелка ТТК-160
Сварочные материалы — ЭВИ ГОСТ23949-80, Сварочная проволока OK Tigrod 308 LSi, аргон высший сорт ГОСТ 10157-79
Конструктивные размеры стыка и форма сварного шва




Расход газа на поддув, л/мин
1. Обеспечить плавный переход от сварного шва к основному металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и других дефектов формирования шва.
2. Запрещается зажигать дугу с поверхности заготовки (трубы).
3. Устранение дефектов и использование электрошлифовальной машинки с шлифовальным кругом после выполнения сварки не допускается.
4. Сварка ведется с поддувом аргона в полость трубы. Использовать заглушки и монтажную ленту.
80-100, постоянный, прямой полярности
Перечень и последовательность операций
Операция
Содержание операций
Оборудование
и инструмент
Обезжирить свариваемые кромки на ширину 15-20 мм техническим ацетоном ГОСТ 2603-79
Сборка контрольного сварного соединения
Выставить зазор между свариваемыми кромками стыкуемых труб. Проконтролировать величину зазора равномерно по периметру стыка в 4 точках.
Зафиксировав зазор, выполнить прихватки (количество 3 шт., длина 8-10 мм) на режимах согласно таблице «Режимы сварки» с последующей механической зачисткой их от окисной пленки и обезжириванием (к качеству прихваток предъявляются такие же требования, как и к основному сварному шву). Проверить отсутствие трещин, прожогов и больших проплавов в местах прихваток.
Сварочный инвертор, горелка.
Металлическая щётка из нержавеющей проволоки диаметром не более 0,3мм.
3.1. Произвести сварку стыка на режимах согласно таблице «Режимы сварки»,
3.2. Провести внешний осмотр шва на отсутствие дефектов.
Образец заполнения технологической карты сварки
Техпроцесс состоит из множества этапов, каждый из которых должен быть просчитан с точностью до миллиметра. Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.

В этой статье мы расскажем, что это такое, как составляется техкарта для сварочных работ, приведем пример, благодаря которому вы научитесь быстро и легко читать технологические карты, а впоследствии и составлять их.
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Пример технологической карты
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.

 Образец взят с сайта zibon.ru
Образец взят с сайта zibon.ru
Итак, первая графа «Способ сварки». Здесь, как не трудно догадаться, нужно написать, такой тип сварки был выбран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Далее указаны цифры «(111)», это код сварки. Его можно указывать в техкарте, чтобы не писать подробно словами.
Мы приведем несколько наиболее распространенных кодов:
Далее графа «Основной материал (марка)». Здесь пишем марку металла, который нам нужно сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.




Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Вместо заключения
Операционная технологическая карта сборки и ручной дуговой сварки (или любого другого типа сварки) — обязательный элемент любых профессиональных сварочных работ. Без нее вы наверняка сделаете шов неправильно, поскольку не будете знать всех нюансов. А специалисты по контролю качества не смогут предъявить к работе необходимые требования.
Кстати, существуют и технологические карты не на весь сварочный процесс, а на его отдельные этапы. Например, есть технологическая карта ультразвукового контроля сварных соединений (также технологическая карта узк). Это необходимо, если работа сложная и состоит из огромного количества информации, которую нужно указать в техкарте. Если бы в таком случае техкарта была одна на всю сварку, то она состояла бы из десятков страниц, что неудобно.
Контрольные сварные соединения (КСС)
10.1.4.1 КСС, выполняемые в процессе аттестации технологии сварки должны быть однотипным производственным соединениям, указанным в заявке на аттестацию. Количество видов КСС может быть оптимизировано аттестационной комиссией при разработке программы аттестации с учетом возможной области распространения КСС по совокупности всех параметров однотипности.
10.1.4.2 Количество КСС каждого вида должно быть достаточным для регистрации всех параметров процесса, проведения пооперационного, визуального и неразрушающего контроля физическими методами, а также механических испытаний сварных соединений. Для технологий автоматической сварки количество КСС каждого типоразмера должно быть не менее трех. Количество и размеры КСС должны указываться в программе производственной аттестации.
Контроль качества КСС неразрушающими методами
10.1.5.1 При аттестации технологии КСС подвергаются всем видам контроля, предусмотренным НД ОАО «АК «Транснефть» для соответствующих видов работ, в объеме 100 %.
10.1.5.2 Оценку качества КСС выполняют в соответствии с требованиями НД
ОАО «АК «Транснефть», указанных в заявке на аттестацию и в производственной документации на сварку.
Механические испытания КСС
10.1.6.1 Объемы, виды испытаний и критерии оценки определяются в соответствии с требованиями настоящего документа, РД-25.160.00-КТН-011-10, РД-25.160.10-КТН-050-06 и РД-23.040.00-КТН-386-09.
10.1.6.2 Методика механических испытаний КСС устанавливается в ГОСТ 6996,
РД-25.160.00-КТН-011-10, РД-25.160.10-КТН-050-06 и РД-23.040.00-КТН-386-09.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Студент — человек, постоянно откладывающий неизбежность. 10642 —  | 7344 —
| 7344 —  или читать все.
или читать все.
85.95.178.252 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Параметры процесса сварки КСС
| Номер слоя (валика) | Род тока, полярность | Диаметр проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, м/ч | Скорость подачи проволоки, см/с | Расход газа л/мин |
| Слой 1 Слой 2 | Постоянный, обратная полярность | 1,2 | 5.9 | 9-10 | |||
| Слой 3 Слой 4 | 10-12 |
Технологические требования к сварке:
1.Сварочные материалы должны соответствовать требованиям стандартов, технических условий, паспортов и иметь сертификат.
2.Сварку швов заполнения и облицовочный шов необходимо проводить без остановок, а рпи остановке зачистить абразивным инструментом окончание шва (участок обрыва дуги).
3.Сварку выполнять с полным проваром корня шва.
4.По окончании сварки швы и прилегающие к ним поверхности на расстоянии не менее 20 мм должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
5.Клейма (маркировка) должны быть поставлены с наружной стороны сварных соединений на расстоянии 20-50 мм от края усиления шва. При этом на продольных и других не замкнутых сварных соединениях клейма следует ставить на расстоянии 100-200 мм от конца шва.
Требования к контролю качества КСС
| Метод контроля, Вид испытаний | НД на методику контроля | Объем контроля (%, кол-во образцов) |
| Визуальный и измерительный | РД 03-606-03, ГОСТ 23118-99 | 100% |
| Механические испытания | ГОСТ 6996 ГОСТ 23118-99 | 100% |
Карта технологического процесса сварки сварного соединения Т6
| № п/п | Наименование | Обозначения (показатели) |
| Нормативный документ | ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением» | |
| Способ сварки | Механизированная сварка в среде защитных газов (МП) | |
| Основной материал (марки) | Сталь 09Г2С ГОСТ 19281-89 | |
| Основной материал (группа) | группа 1 (М01) | |
| Толщина свариваемых деталей | 14 мм | |
| Диаметр деталей в зоне сварки | ||
| Тип шва | угловой (УШ) | |
| Тип соединения | тавровое (Т6) | |
| Вид шва соединения | одностороннее | |
| Форма подготовки кромок | ||
| Положение при сварке | Н | |
| Вид покрытия электродов (для РД) | ||
| Режимы подогрева | Не применяется | |
| Режимы термообработки | Не применяется |
| Конструкция соединения | Конструктивные элементы шва |
| |
Метод подготовки и очистки:
Все местные неровности кромок до сборки удалить с помощью абразивного круга или напильника
4 штуки по 15 мм через 100, выполненные МП
Защита сварочной ванны/защита корня шва:
Параметры процесса сварки КСС
| Номер слоя (валика) | Род тока, полярность | Диаметр проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, м/ч | Скорость подачи проволоки, см/с | Расход газа л/мин |
| Слой 1 Слой 2 | Постоянный, обратная полярность | 1,2 | 9-10 | ||||
| Слой 3 Слой 4 | |||||||
| 5.9 | 10-12 | ||||||
| Слой 5 Слой 6 | |||||||
| 10-12 |
Технологические требования к сварке:
1.Сварочные материалы должны соответствовать требованиям стандартов, технических условий, паспортов и иметь сертификат.
2.Сварку швов заполнения и облицовочный шов необходимо проводить без остановок, а рпи остановке зачистить абразивным инструментом окончание шва (участок обрыва дуги).
3.Сварку выполнять с полным проваром корня шва.
4.По окончании сварки швы и прилегающие к ним поверхности на расстоянии не менее 20 мм должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
5.Клейма (маркировка) должны быть поставлены с наружной стороны сварных соединений на расстоянии 20-50 мм от края усиления шва. При этом на продольных и других не замкнутых сварных соединениях клейма следует ставить на расстоянии 100-200 мм от конца шва.
Требования к контролю качества КСС
| Метод контроля, Вид испытаний | НД на методику контроля | Объем контроля (%, кол-во образцов) |
| Визуальный и измерительный | РД 03-606-03, ГОСТ 23118-99 | 100% |
| Механические испытания | ГОСТ 6996 ГОСТ 23118-99 | 100% |
Список использованной литературы
2. Сварка и резка в промышленном строительстве /Под ред. Б.Д.Малышева. М.: Стройиздат. 1977. — 780 с
4. Технология металлов и сварка. /Под ред. П.И. Полухина М.: Высш. Шк. 1977. – 464 с.
5. Типовые нормативы времени на станочные, слесарные, сварочные работы. — М.: Всесоюзный НИИ экономики. 1977.
6. Б.В. Прыкин. Технология металлов и сварка. Киев: Вища школа», Головное изд-во, 1978, 240 с.
7. Конструкционные материалы. /Под ред. Б.Н. Арзамасова. М. Машиностроение, 1990. – 688 с.
8. Технология конструкционных материалов /Под ред. А.М. Дальского. М. Машиностроение, 1977. – 448 с.
9. Сварка в машиностроении: Справочник в 4-х томах/ Под редакцией Н.А. Ольшанского М. – Машиностроение, 1978. – 504с.
10. Методическое руководство к курсовому проекту по дисциплине «Технологические основы сварки плавлением и давлением», Саратов, 2007.
Последнее изменение этой страницы: 2016-09-13; Нарушение авторского права страницы
Карта технологического процесса сварки контрольного сварного соединения

Председатель экспертной рабочей группы
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
КОНТРОЛЬНОГО СВАРНОГО СОЕДИНЕНИЯ
(Конкурс «Лучший электросварщик г. Барнаула-2016». Номинация МП)
Ознакомится с требованиями карты техпроцесса сборки и сварки КСС
Вид (способ) сварки (наплавки) – МП (135)
Основной материал (марка) – М01(Ст.3сп)
Наименование НД (шифр) – РД 3415.132-96
Тип соединения (по НД) – С8 ГОСТ 14771-76
Положение при сварке – Г (PC)
Способ сборки – на прихватках
Вид соединения – ос (bs), бп (nb), бз(ng)
Требования к прихватке – длина прихватки от 20 до 30 мм, количество 3 шт. (равномерно распределить прихватки по длине стыка)
Присадочные материалы (тип, марка, диаметр): – сварочная проволока Св-08 Г2С, Ш=1,2 мм. по ГОСТ 2246-70,
углекислота высшего сорта по ГОСТ 8050-85
Сварочное оборудование – полуавтомат с инверторным источником питания
Эскиз контрольного сварного соединения (КСС)

Порядок наложения валиков (швов) указан на эскизе «Конструктивные элементы шва»
Технологические параметры сварки КСС
Ш пр., мм
Последовательность операций сборки и сварки КСС
Содержание операции и требования
(со скосом и без скоса кромки по 1 шт.), произвести их осмотр, проверить геометрию кромок и прилегание кромок (см. эскиз 1).
Щетка металлическая, шаблон сварщика УШС-3
Металлическая щетка, напильник, шлифмашинка с металлической дисковой щеткой
Приспособление для сборки и сварки
Сварочный пост для МП сварки
шлифмашинка: металлическая дисковая щетка, шлифовальный круг
Карта технологического процесса сварки контрольного сварного соединения (КСС) при аттестации сварочного оборудования

КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
КОНТРОЛЬНОГО СВАРНОГО СОЕДИНЕНИЯ (КСС)
ПРИ АТТЕСТАЦИИ СВАРОЧНОГО ОБОРУДОВАНИЯ
Толщина свариваемых деталей
Диаметр деталей в зоне сварки
Сварочное оборудование (тип): ____________________________________________________
Метод подготовки и очистки: _________________________________________________
Требования к прихватке: ___________________________________________________
Параметры процесса сварки КСС
Технологические требования к сварке: _____________________________________________
Дополнительные требования: _____________________________________________________
Требования к контролю качества КСС
Метод контроля, вид испытаний
Объем контроля (%, количество образцов)
Соответствие содержания настоящей карты технологического процесса требованиям, изложенным в технологии представленной на аттестацию, (ПТД по сварке) и выполнение подготовки и сварки КСС в соответствии с требованиями НД и данным, указанными выше подтверждаем:
Руководитель АЦСО-87: Штенников В, С,
1. «Свидетельство НАКС» на сварочные материалы_________________________________
2. Сертификат на основной материал: ______________________________________________
Карта технологического процесса сварки
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
 1. Сведения о основном металле.
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект  технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
ППР и технологические карты сварки
Сварочное производство в строительстве (прокладка магистральных, внутриквартальных трубопроводов, монтаж зданий и др.) и на производстве (заводы по производству металлоконструкций, сварка каркасов машин и др.) требует организационной подготовки. В зависимости от требований Заказчика и условий производства работ требуется разработка организационно-технологической документации. К ней относятся:

Проект производства сварочных работ ППСР
Разработка проекта производства сварочных работ ППСР необходима при строительстве объектов с применением сварки. На участке строительства обычно входит в состав общего ППР на объект, выделяется отдельный раздел. Приводятся общие данные об объекте проведения работ, организации сварочного-монтажного участка, сведения о применяемом оборудовании, их количестве.
Основными решениями в ППСР являются организация сварочного поста. Учитываются сроки выполнения работ по календарному графику и, отталкиваясь от них, определяется количество постов для сварки, их комплектность. В графики поставки материалов включаются требуемые сварочные материалы в зависимости от принятой технологии сварки (полуавтоматическая, ручная, автоматическая).
От качества разработанного ППР на сварочные работы зависит весь технологический процесс производства работ. Доверьтесь нам и будьте спокойны в правильности и полноты составления проекта.
Технологические карты ТК сварки
Технологическая карта ТК сварки — документ в составе проекта производства сварочных работ ППСР, по которому выполняются все технологические операции сборки и сварки сварных соединений при монтаже трубопроводов, металлоконструкций. В нем отражается вся последовательность выполнения сварочно-монтажных работ: степень подготовки и подготовка сварных соединений, сборка, сварка, подготовка стыков к проведению неразрушающего контроля. На месте проведения работ сварщик в обязательном порядке должен руководствоваться техкартой и соблюдать все ее требования.
Технологическая карта сварки описывает подготовительные операции, выбор сварочного оборудования и методы сварки, а так же заключительные операции по объему проведения неразрушающего контроля. Приложением к ней являются ОТК по типам сварных стыков. Состав и содержание такие же как и у обычной технологической карты в строительстве.
Операционно-технологические карты сборки и сварки
Операционно-технологические карты ОТК сборки и сварки предназначены для настройки сварочного оборудования, выбора режимов работы применяемого оборудования, отражаются операции сборки и процесса выполнения сварочных соединений.
Состав операционно-технологической карты:
При допуске сварщиков на объект проводится допуск с выполнением допускных контрольных сварных соедниений КСС по ОТК на их сварку, включаемых в состав ТК. Количество и размерность элементов определяется на основании действующей нормативной документации.
Для каждой операции приводятся требуемые для ее проведения материалы, оборудование и инструмент. По такой ОТК сварка любого типа свариваемых элементов (трубы, двутавра, уголков, листов и др.) проходит у сварщика без лишних вопросов к техническому персоналу. Все этапы расписываются в полном объеме в плоть мелочей.
Сборка соединений по ОТК в зависимости от диаметра свариваемых труб может выполняться с применением наружных и внутренних центраторов, а металлоконструкций при помощи струбцин и других сборочных приспособлений. В разделе «Параметры сварного соединения» содержит все данные о соединяемых элементах: тип с указанием ГОСТа или другого нормативного документа.
Разработка технологических карт ТК и ОТК сварки
Разработкой технологических карт и ОТК сборки и сварки должен заниматься главный сварщик или инженерный персонал, имеющий удостоверение и протокол НАКС не ниже 3 уровня. Сложность разработки операционно-технологических карт сборки и сварки обуславливается специфичностью выполняемых работ и наличием соответствующих знаний у разработчика.
Обратившись к нам Вы можете быть уверены в правильности составления ТК и ОТК. Опыт работы в сварочном производстве на трубопроводах, сварке металлоконструкций, полипропиленовых труб наших специалистов составляет более 10 лет.
ОТК составляются на все технологии: ручная дуговая покрытыми электродами РД; ручная аргонодуговая РАД; механизированная в защитных газах проволокой сплошного сечения МП, самозащитной порошковой проволокой МПС; автоматическая проволокой сплошного сечения в защитных газах ААДП (двухсторонняя сварка), АПГ, порошковой проволокой АПИ, автоматическая под флюсом АФИ и др.
Операционно-технологические карты составляются так же на ремонт учитывая различные его методы (с его полной вырезки или вышлифовкой отбракованного участка и др. в зависимости от требований нормативных документов).
Так же для предприятий, проводящих сварочные работы мы разрабатываем технологические инструкции.
Технологическая инструкция по сварке
Технологическая инструкция по сварке необходима для производства сварочных работ на строительном участке или в заводских условиях на производственной базе. Содержит описание подготовительных и основных процессов, а так же заключительные этапы по приемке соединений. В подготовительном периоде указывают требования по аттестации к руководящему персоналу и сварщикам, применяемого оборудования и сварочных материалов, порядок и методы устранения отбракованных по результатам контроля стыков.