Предназначение и технические характеристики электродов МР-3
 Электроды МР 3 для сварки низкоуглеродистых сталей с содержанием углерода до 0,25% имеют рутиловое покрытие. Они используются для ручной электродуговой сварки различных металлоконструкций.
Электроды МР 3 для сварки низкоуглеродистых сталей с содержанием углерода до 0,25% имеют рутиловое покрытие. Они используются для ручной электродуговой сварки различных металлоконструкций.
Электроды не требовательны к условиям сварки, дают прочный и долговечный шов даже в сложных условиях. Они способны справиться с повышенной влажностью и даже с небольшими следами коррозии. Обмазка электродов выполнена на основе рутила, минерала, содержащего диоксид титана.
Общая информация
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар. Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения. Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
[stextbox получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.[/stextbox]
Конструкция и материал изготовления
Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации. В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет. Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
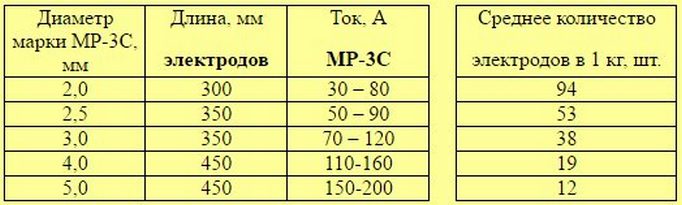
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170 о С. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
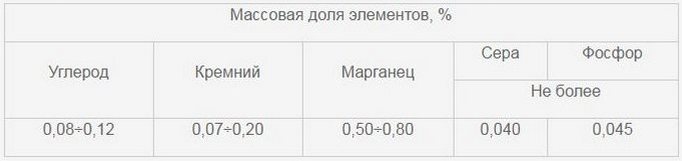
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.
Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15 о С. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170 о С не менее одного часа.
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Рекомендуемые значения тока
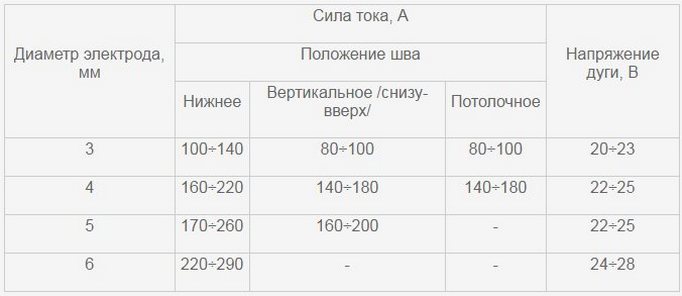
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |
Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Заключение
Электроды МР 3 пользуются заслуженной популярностью среди сварщиков. Их с удовольствием применяют как профессионалы, так и домашние мастера. Возможность соединения влажных и заржавевших деталей, а также пониженный уровень выброса вредных веществ в атмосферу, являются главными достоинствами рутиловых электродов.

Известные электроды марки MP-3 практичны, подходят для мастеров разного опыта работы. Ими пользуются повсеместно на фабриках, в гараже или дома.
Но также существует другая марка электродов. Которые не замечают новые мастера. Это марка MP-3C.
Их можно использовать для сварки с применением маломощного инвертора. В этой статье расскажем о различиях 3C и 3, выясним какие из них лучше.
Описание
Благодаря комбинированному рутило-целлюлозному покрытию марки MP-3C, она предназначена для ручной дуговой сварки стальных низколегированных углеродных установок.
Также их можно применять для сварки в любом положении, кроме вертикального. Можно настраивать любую полярность и варить на переменном или постоянном токе.
В состав этой модели входит проволока типа CB-08. В процессе сварки длина дуги может получиться короткая или средняя. У опытных мастеров, при необходимости, может выйти длинная дуга.
Которая горит стабильно, не «гуляет». Швы после работы получаются аккуратными и красивыми. Также легко отслаивается шлак.
Опытные мастера тоже могут использовать электроды MP-3C. Так как они хорошо справляются при сварке на неповоротных стыках труб, а прихваты делать очень комфортно.
Потребности чистить металл перед сваркой нет. Можно варить сверху ржавчины и загрязнений на поверхности заготовки, если не получается её убрать.
Можно не напрягаться с поджиганием или ведением дуги. Электроды MP-3C поджигаются без проблем, даже если это нужно сделать ещё раз. Однако, советуют их прокалывать при домашнем использовании.
Отличие от MP-3
Состав и характеристика 3C и 3 очень идентичны. Исключение составляет одна особенность. Благодаря ряду добавок, дуга у марки 3C поджигается легче, при использовании маломощного бытового сварочного инвестора, горит постоянно.
Количества выделяемого марганца при работе намного меньше, чем с MP-3. Также швы выходят намного однороднее, проще в формировании.
Хранение
Чтобы качество швов оставалось высоким, а срок годности стержней не ухудшался, нужно придерживаться правил правильного хранения.
Первое правило – держать электроды нужно в теплом и сухом месте. Оставлять стержни в гараже на зимний период не советуется. Из-за этого при работе могут возникать дефектные швы.
Чтобы решить эту проблему, можно, при возможности, забирать пачку электродов домой. Или установить термометр и прибор для отслеживания влажности. Следить, чтобы не было больших перепадов показателей на приборах.
Покрытие впитывает влагу, что может их испортить. Частично эту проблему можно решить прокалкой. Но эффективнее будет просто придерживаться оптимального показателя влажности.
Для хранения стержней отлично подойдет картонная коробка или специальный пластиковый тубус. На пол mp-3 или землю их лучше не ставить.
Рекомендуется сделать из труб пвх тубус, который также подойдет для хранения сварочных стержней. Этот метод и экономный, и практичный. Подойдет для дачи, квартиры или гаража.
Эпилог
Марка 3C отлично подойдет для сварки дома. Качество, при сварке в маломощном инверторе, не теряется. Более того, с MP-3C проще работать.
Использование электродов 3C подойдет для более опытных мастеров. Которые ценят универсальность.
Однако встретить их можно как у профессионалов, так и у новичков. В продаже их найти легче, хоть стоимость этих двух моделей идентична.
Чем отличаются электроды МР 3с от МР 3?
Время чтения: 4 минуты
Ранее мы уже рассказывали вам о популярных электродах марки МР-3. Они используются повсеместно. Их нередко можно найти в гараже у автомастера, на даче у домашнего умельца и в арсенале у сварщика на производстве. Это не удивительно: МР-3 универсальны и подходят как для любительской, так и для профессиональной сварки.

Но ведь еще одна не менее интересная разновидность электродов. Речь идет о марке МР-3С. Почему-то многие новички не обращают на них внимание, и зря. Эти электроды отлично подходят для сварки с применением маломощного инвертора.
В этой статье мы расскажем, что из себя представляют электроды марки МР-3С, чем они хороши и какая разница между МР-3 и МР-3С.
Общая информация
Электроды сварочные марки МР-3С — это стержни с комбинированным рутило-целлюлозным покрытием, предназначенные для ручной дуговой сварки стальных низколегированных углеродистых конструкций. Эти электроды можно использовать для сварки в любом пространственном положении (кроме вертикального положения, при сварке сверху-вниз). Варить можно как на переменном, так и на постоянном токе, настроив любую полярность.
Электроды МР 3с изготовлены из проволоки типа СВ-08 и покрыты. При сварке можно получить как короткую, так и среднюю длину дуги. Рекомендуем варить на короткой дуге. При определённом навыке можно добиться и длинной дуги, если она вам необходима. Сама дуга горит стабильно, не «гуляет», швы получаются красивыми и ровными. Шлак отделяется легко.

Сварочные электроды марки МР-3С можно использовать не только для любительской, но и для профессиональной сварки. Они отлично зарекомендовали себя при работе с неповоротными стыками труб. Также с помощью этих электродов удобно делать прихватки.
Главное достоинство — нет необходимости очищать металл перед сваркой. Конечно, очистка не помешает, но если у вас нет возможности удалить ржавчину и загрязнения с поверхности заготовки, то можно варить прямо поверх.
Электроды ЛЭЗ МР 3с без проблем поджигаются. В том числе, повторно. Эта марка понравится новичкам и дачным мастерам, которые не хотят заморачиваться с поджигом и ведением дуги. Тем не менее, при домашнем использовании электроды так же рекомендуется прокаливать.
Чем отличаются от МР-3?
Электроды МР 3 и МР 3С очень похожи. Их состав и характеристики почти идентичны, за исключением одной особенности. У марки МР 3С в составе есть ряд добавок, благодаря которым дуга легче поджигается и стабильнее горит при использовании маломощного бытового сварочного инвертора. Также эта марка в процессе работы выделяет куда меньше марганца, чем МР 3. Швы получаются однороднее и проще в формировании.
Отсюда можно сделать вывод, что марка МР 3С скорее предназначена для любительской сварки в домашних условиях, а МР 3 более универсальны. Их можно использовать и в быту, и в профессиональной деятельности.
Хранение
Правильное хранение электродов напрямую влияет на качество швов и срок годности самих стержней.
Самое главное правило — храните электроды в сухом теплом помещении. Не надо оставлять пачку со стержнями на всю зиму в гараже! Многие так и поступают, а потом удивляются, почему швы получаются дефектными. Помещение, в котором вы храните электроды, не должно быть слишком влажным. Лучше заберите стержни к себе в квартиру, если есть такая возможность. Если у вас большое количество электродов, то лучше установите в комнате термометр и прибор, определяющий влажность воздуха.
Электроды можно хранить либо в специальном пластиковом тубусе, либо в картонной коробке. Если храните в коробках, то ставьте их на некотором расстоянии от пола. Ни в коем случае не составляйте коробки храниться на земле.
Домашним мастерам рекомендуем сделать из труб пвх тубус, в котором и можно хранить электроды. Это дешевый и удобный выход из положения. В таком тубусе можно хранить стержни и на даче, и в гараже, и в квартире.

Вместо заключения
Теперь вы знаете, что такое МР-3С, каковы технические характеристики этих электродов и их преимущества. На наш взгляд, эта марка отлично подходит именно для сварки в домашних условиях. Ее характеристики позволяют варить на маломощном инверторе без потери качества. К тому же, МР-3С проще в использовании, чем МР-3.
Марка МР-3 подойдет для тех, кто уже имеет опыт, и кто ценит универсальность. Эти электроды можно встретить и у новичка, и у профессионала. Их проще найти в продаже. А стоимость у двух этих марок в большинстве магазинов одинаковая.
А что вы думаете по этому поводу? Приходилось ли вам использовать эти марки электродов в своей работе? Поделитесь опытом в комментариях ниже. Желаем удачи в работе!
Технические характеристики электродов МР-3 и МР-3С
Электроды МР-3 тип Э46 применяются для сварки малоуглеродистых сталей.
Технические характеристики МР-3
Механические свойства металла:
Массовая доля элементов химического состава (таблица):
Вес одного электрода МР 3 исходя от диаметра:
Количество стержней в пачке и её вес:
Цена на электроды МР-3 установлена приемлемая. 3 мм стержни приобретают за 80 рублей кг.
Электроды МР3 хранят в сухих помещениях. При увлажнении прокаливают 1 час, при 150-180 °С.
Рекомендуемые значения тока
Таблица поможет определится с сварочным током в зависимости от диаметра электрода и способа применения.
Преимущества использования МР-3:
Технические характеристики электродов МР-3С
Мало чем отличаются от МР-3. Изделие имеет рутиловое покрытие со специальными ионизирующими добавками. МР 3С (синие) являются родственником ОК 46 и работают от маломощных бытовых сварочных аппаратов 50 вольт.
При сгорании выделяют 0,6 гр марганца против 1,25 гр. Вот и все различия. Остальные характеристики одинаковые с МР-3.
Видео: обзор МР-3С.
Отзывы
[lt_alert style=»blue»]На днях варил трубу тонкостенную. Нашел остатки электродов ЛЭЗ МР-3с и процесс пошел. Не хватило стержней, пошел купил этой же марки ЛЭЗ МР-3с (цена 77 рублей за кг). И меня постигло разочарование, дуга рвется, металл не слипается. Вывод: марка одна, а стержни по качеству разные.[/lt_alert]
[lt_alert style=»orange»]Сперва приобрел МР-3С 2мм (ЛЭЗ), сразу скажу, изделия не оправдали надежд. Второй раз взял электроды ESAB МР-3 ф 3.0 мм, отдал за 5-ти килограммовую пачку — 680 рублей. И не пожалел, ESABовские варят легко и качественно.[/lt_alert]
Профессиональный сварщик, Иван Корейко :
[lt_alert style=»black»]Друзья, не покупайте электроды ЛЗЗ (Лосиноостровский электродный завод) МР-3С. Минусы:
Не рекомендую изделия лосиноостровского завода для ответственных конструкций и швов, и новичкам. Опытный профи сварит любыми электродами, а начинающему мастеру лучше приобретать стержни ESAB или ОК 46.[/lt_alert]
Выбор сварочных электродов для стали: сравнение основных марок
У нас Вы можете приобрести электроды от 78 рублей за килограмм [перейти в каталог]
Зачастую человеку далекому от сварочного дела или только начинающему осваивать данную отрасль тяжело разобраться в особенностях применения различных марок сварочных электродов. Надеемся данная статья поможет разложить по полочкам информацию об основных марках электродов применяемых для сварки стальных конструкций и определиться Вам с выбором. В данной статье будут рассматриваться особенности следующих марок электродов: МР-3, MP-3C, УОНИ-13/45, УОНИ-13/55, ОЗС-4, ОЗС-12, АНО-4, АНО-21 и ОК-46.
Классификация сварных электродов основывается на государственных стандартах 9466-75, 9467-75, 10051-75, и нормативных международных документах DIN 8555, EN 499. Одними из наиболее распространенных электродов в народном хозяйстве и промышленности являются: МР-3, MP-3C, УОНИ-13/45, УОНИ-13/55, ОЗС-4, ОЗС-12, АНО-4, АНО-21, ОК-46. Они используются для сваривания конструкционных низколегированных углеродистых сталей. Обеспечивают высокие показатели прочности сварного соединения. Выбор конкретного электрода зависит от метода сварки, условий эксплуатации и конкретного типа металла.
Подробная характеристика ОЗС-12 и ОЗС-4

Если в соединяемом металле содержится углерод в количестве не более 0,25%, и технология производства подразумевает создание шва повышенной прочности, то используются рутиловые стержни ОЗС-4 и ОЗС-12. Они подходят для сварки переменным током и под любым пространственным положением. Временное сопротивление достигает 450 МПа.
Особенно активно рутиловые электроды применяются при соединении профильных и листовых материалов, в сварке емкостей, строительных конструкций и трубопроводов. Процесс образования шва очень легкий, стержни взаимодействуют со сталью даже при предельно низких токах. Если их диаметр небольшой, то сварка может вестись от обычной сети, в которую подключают бытовые приборы.
Обрабатываемую зону необходимо предварительно прочистить от мусора и мелких наслоений. Допустимо наличие окислов на поверхности металла. Если соблюдать технологию, то шов получится ровным и красивым.
Низкая стоимость является одним из преимуществ рутиловых электродов. Они могут успешно применяться для создания тавровых соединений. Могут образовывать вогнутый мелкочешуйчатый шов.
Подробная характеристика УОНИ-13/45 и УОНИ-13/55

Когда к соединительному сварному шву предъявляются особые требования по ударной вязкости и пластичности, то для его создания используют стержни УОНИ-13/45 и УОНИ-13/55. Они эффективны при дуговой сварке в условиях пониженных температур. Работы с ними возможны за счет постоянного тока с обратной полярностью. Используют их в любых пространственных положениях.
При регулярном циклическом процессе растяжения и сжатия металл, образуются усталостные трещины. Это приводит к быстрому деформированию и слому конструкции. Электроды создают шов, который крайне устойчив к подобным знакопеременным нагрузкам. Также, он практически не содержит в своей структуре компонентов водорода, и не трескается вследствие образования кристаллических слоев.
Материал обмазки стержней УОНИ-13/45 и УОНИ-13/55, под высокими температурами, превращается в расплав, который вытесняет из зоны соединения шлаки, и препятствует формированию таких концентратов напряжения, как шлаковые язвы.
Подробное описание МР-3 и MP-3C

Целлюлозно-рутиловые стержни используются для соединения низкоуглеродистых сталей, в рамках формирования ответственных и обычных конструкций. Швы можно создавать в любом пространственном положении электродов. Они получаются ровными, качественными и соответствуют повышенным требованиям нормативных документов. Их сваривание с металлом можно производить с помощью переменного тока или постоянного тока с обратной полярностью.
МР-3 и MP-3C чаще других применяются в бытовых условиях и не требуют тщательной очистки кромок соединяемых металлов. Легко варятся по мокрым, окисленным, грязным, пыльным и ржавым поверхностям. Из них делают точечные соединительные прихваты, при создании стальной конструкции. Категорически запрещено применять стержни для сварки сантехнических элементов, труб, емкостей и котлов.
Дугу можно вести в любом направлении, розжиг электродов происходит быстро, склонностей к формированию шлаковых пор и язв нет. Если в свариваемых металлах содержится большое количество углеродов, то полученный шов не перекристаллизируется. Чувствительность к отсыреванию низкая. Образовавшаяся в результате сварки, корка шлака легко устраняется после остывания.
Временное сопротивления МР-3 равняется 490 МПа, сопротивление стержня MP-3C составляет 450 МПа. Первый тип электродов нужно прокаливать при температуре 170-200 градусов Цельсия, второй – при температуре 140 градусов Цельсия. Время прокалки – 1 час. Оба свариваются с помощью удлиненной дуги и легко поддаются повторному розжигу. МР-3С отличается от МР-3 наличием ионизирующих добавок в структуре обмазки, которые упрощают процесс розжига несмотря на подключение к слабым бытовым электросетям. Также, МР-3С дают более стабильную работу дуги даже при низком напряжении тока.
Описание свойств АНО-4 и АНО-21

Это рутил-карбонатные и рутил-целлюлозные стержни, используемые для сваривания металлов толщиной от 1 до 5 мм в любом пространственном положении. Идеально подходят при соединении низкоуглеродистых изделий, находящихся по отношению друг к другу под углом, параллельно или внахлест. Используется переменный или постоянный ток с полярностью прямой и обратной.
Предел прочности при растяжении АНО-4 составляет 430 МПа, для АНО-21 этот показатель равен 460 МПа. Их проплавляющая способность крайне мала. Они позволяют осуществлять сварку влажных, окисленных, запыленных и грязных поверхностей. Перед использованием стержни необходимо подвергнуть обкалке при температуре 140-180 градусов Цельсия (для АНО-4) и 140-160 градусов Цельсия (для АНО-21). Длительность обкалки составляет полчаса.
Отличаются электроды быстрым первичным и повторным розжигом. Подходят для дуговой сварки средней длинны. Если производится вертикальное соединение металлических изделий методом «сверху вниз», то рутиловые электроды должны располагаться в, так называемой, биссектрисной плоскости. То есть, под углом 40-70 градусов по отношению к сварной кромке.
АНО-4 и АНО-21 не создают брызг при работе, обеспечивают великолепную отделяемость шлаковых накоплений, имеют оптимальный коэффициент наплавки, формируют качественный и красивый шов. Не образуют в корне таврового шва кристаллов и пор. Могут эксплуатироваться на повышенных сварных режимах.
Характеристика электродов ОК-46

Это универсальные рутилово-целлюлозные стержни, обеспечивающие высокое качество шва в процессе сварки низкоуглеродистых легированных металлов. Быстро и легко поджигаются в первый раз, и при повторном использовании. С помощью ОК-46 делают точечные прихваты стальных конструкций. Пониженное тепловложение электрода позволяет эксплуатироваться его при соединении изделий с большим зазором между собой. Активно используется для сваривания листовых изделий с гальваническим покрытием.
Режим температурной прокалки стержней ОК-46 равен 70-90 градусов Цельсия, а продолжительность прокалки составляет 60 минут. На холостом ходу напряжение находится в пределах 50В. Электроды малочувствительны к окислам, ржавчине, пыли и грязи. Ими можно пользоваться при сварке от бытовых электросетей, так как дуга горит стабильно. Предел текучести стержня ОК-46 равен 400 МПа, коэффициент наплавки составляет 95%, а предел прочности – 510 МПа.
Электроды образуют гладки и ровный шов. Все шлаки легко устраняются с поверхности соединения. Минимальный порог тока позволяет использовать их для сваривания деталей методом «сверху вниз». Часто встречаются при соединении тонколистовых изделий, труб и строительных конструкций.
Сводная таблица основных показателей электродов
| Показатель/электрод | МР-3 | МР-3С | УОНИ-13/45 | УОНИ-13/55 | ОЗС-4 | ОЗС-12 | АНО-4 | АНО-21 | ОК-46 |
|---|---|---|---|---|---|---|---|---|---|
| Коэффициент наплавки, г/А·ч | 8,5 | 8,5 | 9,5 | 9,5 | 9 | 8,5 | 8,3 | 8 | 8,5 |
| Расход на 1кг расплавленного металла, кг | 1,7 | 1,7 | 1,6 | 1,6 | 1,6 | 1,7 | 1,7 | 1,7 | 1,7 |
| Ударная вязкость, Дж/см2 | 80 | 130 | 200 | 260 | 137 | 137 | 140 | 80 | 140 |
| Относительное удлинение, % | 18 | 25 | 26 | 29 | 25 | 25 | 25 | 18 | 25 |
| Производительность наплавки, кг/ч | 1,7 | 1,4 | 1,3 | 1,4 | 1,4 | 1,2 | 1,4 | 1,4 | 1,4 |
| Предел текучести, МПа | 400 | 390 | 350 | 410 | 430 | 420 | 390 | 460 | 400 |
| Максимальный ток, А | 260 | 260 | 200 | 200 | 250 | 220 | 230 | 220 | 230 |
| Минимальный ток, А | 30 | 30 | 40 | 40 | 70 | 30 | 80 | 40 | 30 |
| Длительность прокалки, мин | 60 | 60 | 60 | 90 | 40 | 30 | 30 | 60 | 60 |
Показатель тока напрямую зависит от диаметра стержня. Основываясь на данных этой таблицы, можно подобрать электроды для конкретных сварочных задач.
Если необходимо выполнить сварку в бытовых условиях без повышенных требований к качеству шва и при небольшом опыте проведения сварочных работ, то для этих задач идеально подойдут электроды МР-3С, которые отличаются простотой эксплуатации, приемлемой ценой и подходят для большинства бытовых задач. Если же сварочные работы реализуются с целью образования высококачественного соединения с повышенной выдержкой к нагрузкам или выполняются профессионалами, то стоит рассмотреть другие электроды, с характеристиками специфичными для конкретной ситуации.