Разработка чертежей для плазмореза…

Раньше всегда делал чертежи, сохраняя их либо в формат DWG либо в «открытый» формат DXF, передавая их на флешке на гидроабразивную резку. Но не так давно свела меня судьбинушка, с аппаратурой «Кристалл»…
Плевался, я надо сказать долго, сначала уточнил, что на этом агрегате есть все таки разъем USB, комп работает под Linux’ом. Программа плазмореза понимает файлы только ISO и PP, в интернете найти конечно трудновато было, но с горем пополам узнал следующее: аппарат работает по УП(управляющая программа) формата ESSI. Далее скачал программу SheetCam выбрал в ней нужный постпроцессор для обработки файла-чертежа(ESSI). После нескольких не совсем удачных конвертирований чертежа, я понял, что некоторые из параметров постпроцессора не верно прописаны, отредактировал это в самом файле построцессора и установил нужные мне значения(Начало поджига дуги и конец). По умолчанию файлы постропессоров находятся тут «C:\Program Files (x86)\SheetCam\Posts» далее открываем файл EESI.post блокнотом и если что то нужно правим(Важно! там не правильно указан маштаб, его ставим 10 в место 100). Тут отредактирванный под меня файл
И так не много фоток программ с небольшим пояснением…
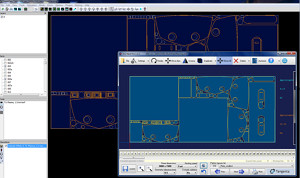
Для «рисования» простых чертежей я использую старую, добрую A9CAD, она как раз позволяет сохранить файл в «открытом» формате DXF. Программа на англ.языке — но простая, без лишних ненужностей.
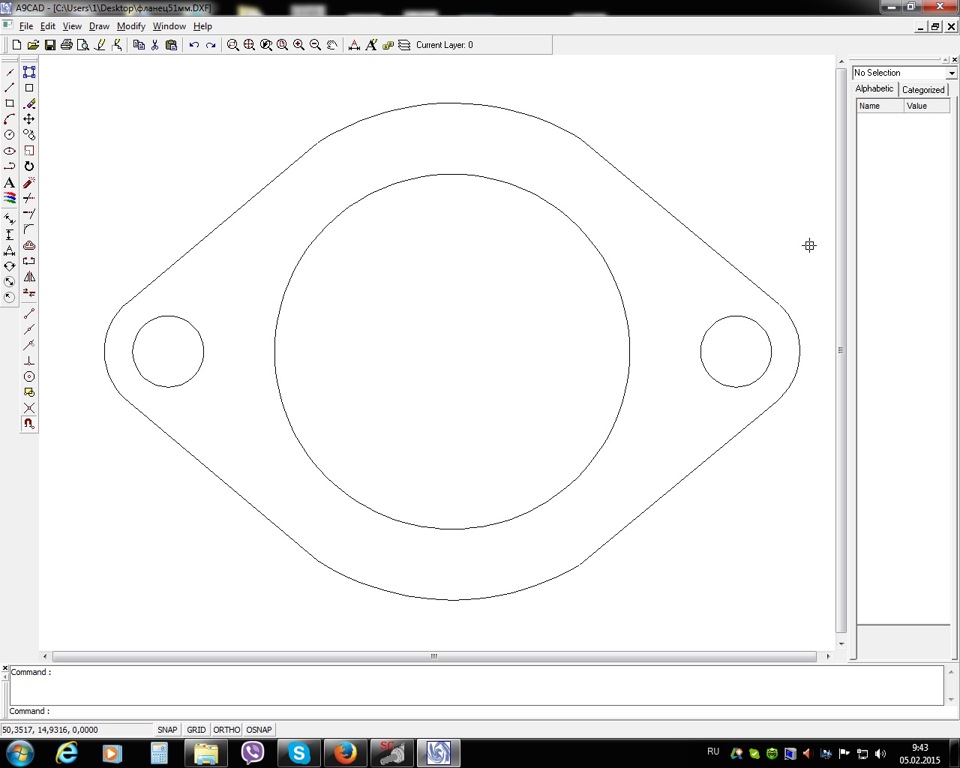
Спроектировав чертежик, проверяем размеры и сохраняем в DXF, после чего открываем программу SheetCam. В меню Опции->Выбор постпроцессора выбираем нужный нам(у меня ESSI, в немного исправленном виде). Загружаем файл DXF…
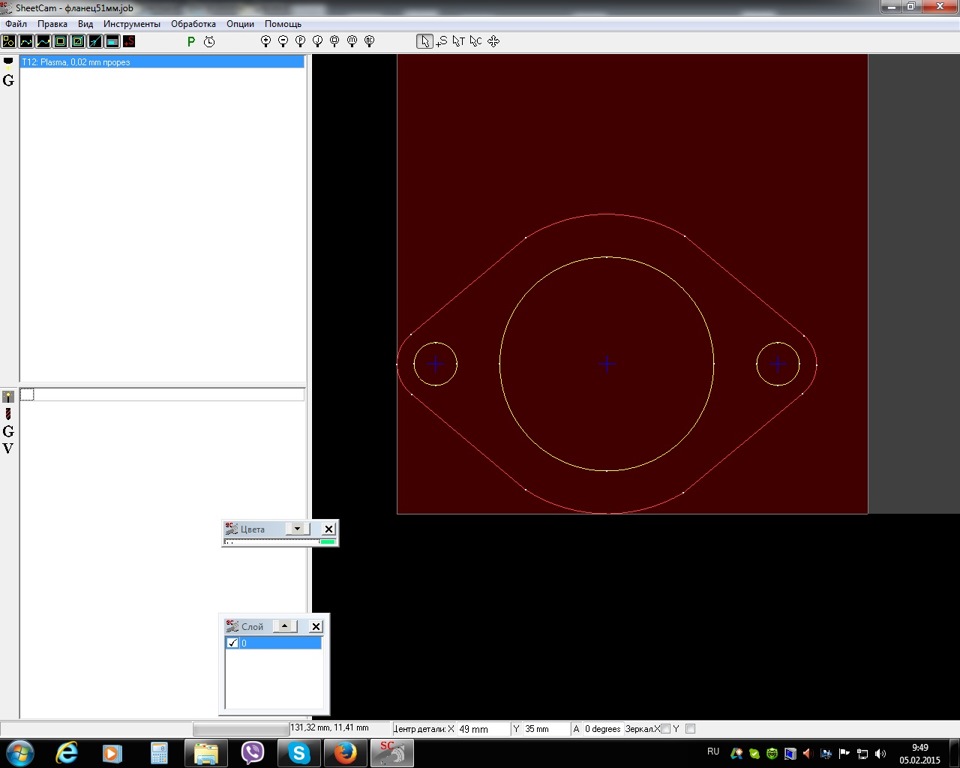
. и в нижнем левом окне выбираем Новый плазменный рез устанавливаем в меню необходимые параметры, припуски на раскрой и т.д.

По идее все встало, как надо и можно запускать в меню Файл->Запустить постпроцессор
Псле этого программа предложит вам сохранить файл в выбранном месте и если ошибок у чертежа нет — то появится файл, который можно открыть блокнотом, в котором и будет УП(управляющая программа) для плазмореза.

После чего довольным можно бежать со флешкой на плазморез.
Программное обеспечение
Например, для поддержки технологии TrueHole(R) с источниками плазмы XPR170 или XPR300 требуется ПО уровня ProNest 2015 и выше. Для обработки деталей с фасками на наших 3D установках применяется французское ПО ALMA act/cut. Для простой трехкоординатной резки на воздухе с использованием источников плазмы Powermax или MAXPRO200 достаточно работать в программе ProNest LT 2019 с модулем автоматической раскладки. Компания «Киберстеп» занимается установкой, обучением и поддержкой пользователей по работе с любым продуктом САПР в течение пусконаладочных работ на новом станке плазменной резки собственного производства, и поддерживает во время всего гарантийного периода.
Hypertherm Hypertherm http://cyberstep.ru/design/img/logo-over.png
Программное обеспечение от компании Hypertherm для проектирования карт раскроя листового металла и создания управляющей программы для станков с ЧПУ

Alma Alma http://cyberstep.ru/design/img/logo-over.png
Программа для создания трехмерных карт раскроя
Автоматический расчет резов со сложной геометрией с учетом особенностей материала, резака и режимов резки
Alma Alma http://cyberstep.ru/design/img/logo-over.png
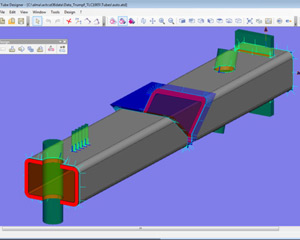
Специализированное программное обеспечение для создания карт раскроя труб, балок и управляющих программ для станков термической резки труб с ЧПУ
MAP Software MAP Software http://cyberstep.ru/design/img/logo-over.png
Специализированная программа для подготовки карт раскроя при производстве систем вентиляции.
Содержит базу данных типовых заготовок
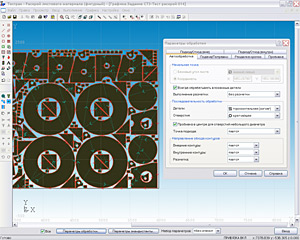
НИП Информатика НИП Информатика http://cyberstep.ru/design/img/logo-over.png
Комплексное решение задач раскроя листового металла
Карты раскроя, управляющие программы для ЧПУ, статистика, база данных деталей, материалов и заказов
Разработка компании НИП Информатика
НПП Интех НПП Интех http://cyberstep.ru/design/img/logo-over.png
Программа Российских разработчиков НПП Интех для создания карт раскроя листового металла
Программное обеспечение
Подготовка управляющей программы для вырезки деталей – один из ключевых моментов высокоэффективного использования оборудования с ЧПУ. Особенно актуален этот вопрос для программирования косых резов. Предлагаем современное программное обеспечение (САПР – Система Автоматизированного Проектирования) ведущих мировых разработчиков.

САПР для подготовки карт раскроя «Техтран»
ПКФ «Кристалл» предлагает данное программное обеспечение по оптимальным ценам.

САПР для подготовки карт раскроя «Vintech RCAM-Pro»
САПР «VintechRCAM-Pro» создает автоматический фигурный раскрой с развитой системой оперирования самой технологией термической резки. Грамотное и оперативное программирование ЧПУ лазерных, плазменных и газопламенных кислородных станков, в том числе – с управлением наклоном резака (3D газ и плазма).
САПР для подготовки карт раскроя «ProNest»
Программное обеспечение «ProNest» от компании Hypertherm® для раскроя, изготовления трубных заготовок, а также создания схем кроя листового металла позволяет повысить уровень автоматизации, эффективность и рентабельность выполняемых операций.
Подготовка управляющей программы для ЧПУ станка плазменной, лазерной или кислородной резки металла – ответственная процедура, требующая временных затрат. Карта раскроя – это не только геометрические изображения для вырезки. Учитываются поправки на ширину реза для соблюдения требуемых допусков. Точки сквозных пробивок листа, мягкие входы в контур и выходы из него позволяют избежать дефектов на торцевых поверхностях изделия. Направление движения по контуру в ряде случаев определяет шероховатость реза. Добавление дополнительных участков перемещения режущего инструмента гарантирует отсутствие искажений при обходе острых углов деталей с высокой скоростью. Однако способ быстрого и корректного формирования управляющих программ для ЧПУ портальной машины, конечно, существует.
Раскройное задание, подготовленное в инженерном отделе при помощи САПР, передается в ЧПУ комплекса термической резки и не требует дальнейших доработок или корректировки. При использовании качественных лицензионных программных продуктов путь от чертежа заготовки до ее физической готовности в отличном качестве занимает несколько кликов.
ПКФ «Кристалл» рекомендует ПО для оформления раскройных заданий для плазменной, газовой и лазерной резки от ведущих мировых разработчиков.
Рекомендуемые нами системы автоматизированного проектирования осуществляют многоуровневую оптимизацию процессов тепловой вырезки изделий. Экономное расположение контуров на листе закономерно приводит к минимизации простоев оборудования, сокращению количества погрузо-разгрузочных работ по закладке проката на раскройный стол, сбору вырезанных заготовок и обрезков.
Учет и использование деловых отходов листового металлопроката позволит не только существенно снизить количество закупаемого металла, но и сделать производство более экологически чистым. Технологические приемы снижения тепловых деформаций, предотвращения смещения деталей в ходе резки и их опрокидывания после замыкания траектории – широко известные возможности профессионального ПО подготовки карт раскроя металла. Отдельного упоминания заслуживают объемная (наклонная) обработка плоских деталей и фигурная обработка труб – эти сложные технические задачи также могут быть решены действительно эффективно и с высокой интенсивностью.
Программы для плазменной резки
Программы для плазменной резки металла – важнейший элемент современного машиностроительного оборудования. Поэтому все современные портальные плазменные установки отличается от агрегатов-предшественников современными системами ЧПУ. Оно позволяет существенно уменьшить себестоимость готовой продукции. Мы предлагаем ознакомиться с демоверсиями программ для станка плазменной резки, скачать которые можно бесплатно на официальном сайте разработчика.
Программы для ЧПУ плазменной резки последнего поколения дают возможность рационально раскроить лист металла заданной толщины, исключить человеческий фактор и быстро получать прибыль. Все станки от «ТеплоВентМаш» оснащены двумя современными программами: Mach3 и SheetCam-TNG.
Программа для плазменной резки металла Mach3
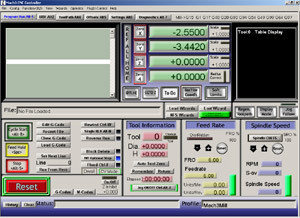 Целью создания ПО Mach3 является преобразование компьютерной программы в систему ЧПУ. Кроме раскройного оборудования она применяется в гравировальных, токарных, фрезерных и т.п. станках. Такая универсальность программы обеспечена за счет работы Mach3 в операционной системе Windows. Последняя дает возможность управлять синхронными изменениями положения резака и портала в нескольких координатах с прочтением стандартных G-кодов.
Целью создания ПО Mach3 является преобразование компьютерной программы в систему ЧПУ. Кроме раскройного оборудования она применяется в гравировальных, токарных, фрезерных и т.п. станках. Такая универсальность программы обеспечена за счет работы Mach3 в операционной системе Windows. Последняя дает возможность управлять синхронными изменениями положения резака и портала в нескольких координатах с прочтением стандартных G-кодов.
Программа Mach3 одинаково эффективно управляет: как серво-, так и шаговыми двигателями. Ее важнейшими особенностями являются:
Программа для плазменного станка SheetCam-TNG
Программа SheetCam-TNG – последняя версия разработок английской компании Stable Design. Предшественницей является SheetCam Standard. На ее базе создан более совершенный и простой вариант — SheetCam-TNG, изучить и освоить которую может практически каждый оператор плазменной установки.
 Данная программа имеет векторные файлы, подготовленные в графических приложениях следующих форматов: HPGL, DXF, Excellon, SVG. Программное обеспечение SheetCam-TNG – это:
Данная программа имеет векторные файлы, подготовленные в графических приложениях следующих форматов: HPGL, DXF, Excellon, SVG. Программное обеспечение SheetCam-TNG – это:
Последняя версия SheetCam-TNG имеет функцию редактирования готовой управляющей G-кодов. Плагин TEXT помогает выполнять гравировку текстовых надписей без использования CAD-ПО. А плагин Имитация (Simulation) позволяет визуализировать процесс резания – предварительно (до начала перемещения резака) виртуально проследить за перемещением сопла горелки. Мы предлагаем скачать программу для плазменного резок металла SheetCam-TNG с сайта производителя.
Ваши выгоды от сотрудничества
Чтобы ваше производство стало более эффективным, себестоимость выпускаемой продукции уменьшилось, а прибыль возросла, предлагаем купить оборудование для резки металла требуемой мощности с установленным программным обеспечением. Мы смонтируем и произведем пуско-наладку оборудования, обучим ваших операторов и предоставим гарантию на свою продукцию.
Программами, предоставляемыми вместе со станками серии Start, средний пользователь ПК овладевает в течении 1-2 дней. Такая оперативность позволяет быстро запустить купленное у нас оборудование в стенах вашего предприятия и сразу же получать ощутимый экономический эффект.
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!
О специальных программах плазмы ЧПУ для создания чертежей
Работа серьёзно облегчается, когда используются программы для плазмы ЧПУ, создание чертежей в этом случае проходит быстрее. Главное – правильно задать параметры и разбираться в том, как работает технология.
О специальных программах и работе с чертежами
Благодаря современным лазерным станкам, а так же программам для плазмы ЧПУ и созданию чертежей можно без проблем обрабатывать заготовки из любых материалов, обеспечивая высокую интенсивность процесса вместе с качеством. Но современные технологии отнюдь не способствовали тому, что человек полностью исключается из технологической цепочки.
Операторы освобождаются лишь от участия в самом процессе изготовления заготовок.
Чтобы получить требуемый результат для ЧПУ, требуется соблюдать главные условия, состоящие в должном уровне подготовки производства, разработке программ управления станками.
Суть любого обеспечения, используемого при управлении – создание набора кодов, которые проходят преобразование внутри микроконтроллера ЧПУ, а затем становятся импульсами при поступлении к механизмам исполнения. Функция последних передаётся шаговым электродвигателям, либо серводвигателям. Но последний вариант применяют лишь у некоторых моделей станков. Важно правильно выбрать и программу для создания чертежа.
Электродвигатели применяются по ходу преобразования импульсов, после чего последние становятся механическими движениями для инструментальной части. В этом же процессе участвуют несущий шпиндель с фрезой. Внутрь программы закладывается своеобразный маршрут, который в дальнейшем реализуется станком. От этого зависит то, как фреза двигается относительно будущей заготовки.
Благодаря современным технологиям становится просто обеспечить требуемую скорость, силу резки. Пламенная обработка так же облегчает процесс.
Внутри управляющей программы создают отдельный файл, который должен пройти обработку в дальнейшем. Что предполагает выбор современного ПО. Но надо создать предварительно эскиз будущего изделия, ведь маршрут не может появиться на пустом месте.

Программа обработки
Изделия создаются на основе эскизов, роль которых передается трехмерным моделям математического типа. Участие плазмореза организуется на более поздних стадиях. Такое название получила точная копия конструкции, которая воссоздается в виртуальном пространстве.
В каком-то смысле, трехмерные модели похожи на сборочные чертежи. Эти модели создаются с опорой на «плоские» двухмерные модели. Например, в качестве которых и выступают чертежи детали. Именно их построение становится главной функцией для специальных CAD-программ. Пакет функций AutoCad – типичный представитель подобных решений, предполагающий обработку при помощи плазменной резки.
Такие решения можно описать как системы автоматического проектирования. В промышленности и конструкторских бюро данный инструмент уже давно стал незаменимым помощником. Облегчается, упрощается весь цикл, составляющий процесс разработки документов для конструкторов благодаря пакетам подобных программных решений. Это касается и создания эскизов для деталей с помощью плазменной резки, технологии моделирования в трёхмерной плоскости, разработки деталей для сборки.
Так называемые САПР-пакеты – базис, по которому создают управляющие программы, отправляют результаты на сами станки, что позволяет приступить к производству. Далее при обработке принимает участие плазма.

Особенности работы с оборудованием
Можно следующим образом описать типичную стратегию, по которой применяются фрезерные ЧПУ станки, когда создаются изделия:

Первый этап
На первом этапе не обойтись без тщательного изучения документации конструкторского содержания. Предполагается применение чертежей по мелким компонентам и сборочным единицам, большого количества материалов при разработке подробных чертежей. На чертежах специалисты укажут виды, разрезы, сечения, проставят необходимые размеры. Использование плазменной резки упрощает получение требуемого результата.
Несколько лет назад производственные условия предполагали создание технологических карт для построения будущих изделий. Они предназначались для того, чтобы эффективно организовать работу специалистов с ручными фрезерными станками. Но, когда появилось автоматическое оборудование, создавать такие карты больше не нужно.
Подробные чертежи в большинстве случаев с самого начала поддерживают электронный формат, создаются с его активным применением. Двухмерные эскизы, помимо всего прочего, легко сделать, осуществив оцифровку бумажного чертежа. Созданная в программе, такая картинка ускорит процесс обработки.
Второй этап
Во время второго этапа создаются детали в трехмерной плоскости. Эта задача так же осуществляется с использованием CAD-среды. Благодаря чему можно доступна визуализация каркаса у деталей, узлов для сборки, целого изделия. Дополнительная возможность – проведение расчётов на основе жёсткости с прочностью.
Трехмерная модель, ставшая базисом – это математическая копия изделия, каким оно должно быть в готовом виде. Для воплощения проекта в жизни остается лишь выпустить деталь, обладающую требуемыми характеристиками. Использование плазменной резки позволяет быстрее добиваться результатов.

Третий этап
Именно для получения необходимого результата применяется третий этап. Он предполагает разработку маршрута для будущей обработки с применением плазменного оборудования. Такая работа относится к технологической части процесса. Она влияет на несколько параметров в итоге:
Если говорить о фрезерных станках с ЧПУ, на которых осуществляется резка, то в данном случае трехмерный эскиз преобразовывается. Значит, выполняются следующие действия:

Есть специальное программное обеспечение – посткомпрессоры. Они позволяют провести экспорт описанных выше данных в удобном формате, который без проблем принимается в контроллере для станка ЧПУ, представляющего ту или иную конкретную модель.
Четвертый этап
Четвёртый этап завершается оформлением рабочего файла управления, позволяющего создать требуемую деталь. После этого все делают сами плазморезы.
Пятый этап
Завершается работа на пятом этапе. Он предполагает, что файл программы загружается в память станка ЧПУ. Выполняется сама обработка. Первый образец выпущенной детали надо обязательно проверить. Если выявлены ошибки, то проводятся корректировки и в электронной документации.
Заключение. Некоторые особенности плазменной резки
Плазменная резка относится к одному из самых эффективных способов для обработки металла. Но такой мощностью сложно управлять, с этим справятся только мастера достаточно высокой квалификации. Только их можно допускать к управлению плазморезом.
На некоторых деталях могут появиться незначительные дефекты, в этом нет совершенно ничего страшного. Надо только учитывать особенность каждого из оснований, используемых в производстве. Минимальный размер отверстия при использовании данной технологии так же имеет свои особенности. Например, если диаметр металла – 20 миллиметров, то максимальная величина для самого отверстия – 15 миллиметров. Это надо учитывать, работая с программой для плазмы ЧПУ, создание чертежа только в этом случае будет точным.
В зависимости от толщины листа надо использовать ток с различными характеристиками. Например, листовой прокат на 40 миллиметров и больше разрезается силой тока 260 Ампер. Но 30 Ампер будет достаточно, если толщина всего 2 миллиметра. Сила тока влияет на то, какой получается толщина листа. Надо учитывать и то, какая форма у детали сохраняется на каждом участке. От этого результат тоже зависит.
Современное оборудование отличается высоким уровнем точности. Но небольшие отклонения вполне допустимы, если они не превышают существующих стандартов.