Закалка при нагреве с помощью токов промышленной частоты
Ток промышленной частоты (50 Гц) применяется для сквозного нагрева деталей диаметром более 150 мм. Преимуществами установок для нагрева токами промышленной частоты (т. п. ч.) являются простота устройства, надежность в эксплуатации, высокий к. п. д. (до 90%); недостатки — большое рассеяние магнитного потока и малый коэффициент мощности. Для повышения коэффициента мощности при нагреве полых деталей нужно внутрь деталей ввести железный сердечник. Поэтому наиболее целесообразно нагревать с помощью т. п. ч. трубы и кольца.
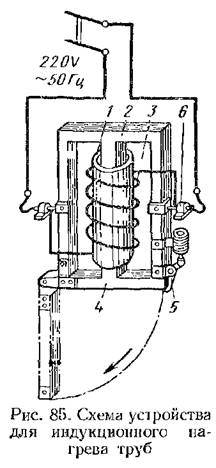
Схема установки для нагрева труб т. п. ч. дана на рис. 85. Трубу 1 помещают между средним сердечником 2 и нагревательной катушкой 3, После нагрева ярмо 4, удерживаемое защелкой 5, откидывается и труба падает в закалочный бак. Для загрузки новой трубы установка поворачивается (в подшипниках 6). Эта установка (с сердечником) не позволяет осуществлять поточное движение труб (или колец) через индуктор, что сужает область применения таких установок.
Нагрев деталей т. п. ч. целесообразно совмещать с нагревом в печи. Вначале детали (например, кольца) нагревают в индукционной установке с помощью т. п. ч., а затем выдерживают в электропечи сопротивления. При таком нагреве по сравнению с нагревом только в электропечи сопротивления удельный расход электроэнергии сокращается. В этом случае нагрев с помощью
т. п. ч. производится без применения железного сердечника, что позволяет осуществить поточное движение колец через индуктор и полностью автоматизировать технологический процесс термической обработки деталей.
Способ термической обработки прокатных валков
Н ABTOPCHOMV СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ (21) 2890302/22-02 (22) 06.03.80 (46) 28.02,84. Бюл. Р 8 (72) В.Г.Сорокин, В.В.Черных, (0.A.Карасюк, A.С.Гавришко, B. 3. Камалов, (О.А. Грушко, Н.П.Морозов, С.П.Грубова, Ю.В.Юдин, В.Б.Дядюк, Е.Г.Гасилова, А,М.Ëåãóí, Р.A.Çèëü- берштейн и В.А.Башлыков (71) Центральный научно-исследовательский институт материалов и технологии тяжелого и транспортного машиностроения и Производственное объединение «Ново-Краматорский машиностроительный завод» (53) 621. 785. 79 (088. 8) (56) 1. Гедеон М. В., Соболь Г. П., Паисов И.В. Термическая обработка валков холодной прокатки. N., «Металлургия», 1973, с. 161, 170.
2. «Iron and Steel Eng ineer», 1972, Р 12, р. 69-75, 3. Гедеон М.В., Соболь Г.П.
Паисов И.В. Термическая обработка валков холодной прокатки. M., «Металлургия», 1973, с. 162-164. (54)(57) СПОСОБ ТЕРИИЧЕСКОЙ
Объемная закалка обладает и некоторыми положительными качествами, основным из которых является более плавная, чем при закалке с нагрева
ТПЧ, переходная зона от закаленного слоя к сердцевине валка. Однако укаэанные преимущества закалки с нагрева ТПЧ ограничивают применение объемной закалки.
Повышенная прокаливаемость и способ. ность к дисперсионному твердению при высоком отпуске обеспечиваются у таких сталей определенной степенью растворения карбидной фазы в аусте- 50 ните при закалке от высоких температур (1000-1200 C), при этом получается мелкое действительное зерно.
Известен способ термической обра,ботки крупных валков, включающий форсированный печной нагрев до достижения на поверхности бочки заданной температуры закалки, последующий про-g5 грев по сечению вьме точки Ас на заданную глубину, закалку поверхности бочки f23.
Укаэанный способ, обладая всеми преимуществами закалки с нагрева ТПЧ, имеет значительно более низкие энергоэатраты при нагреве, более плавную переходную зону.
Недостатком указанного способа особенно в случае термообработки валков из дисперсионно-твердеющих сталей является уровень временных и остаточных напряжений в процессе закалки, способствующий образованию трещин и разрушению валков непосредственно при термообработке или в первоначальный период эксплуатации.
Наиболее близким по технической сущности к предлагаемому является способ термообработки крупных валков, включающий форсированный печной нагрев до температуры закалки, выдержку до достижения температуры закалки на заданной глубине, струйную закалку бочки с одновременным охлаждением осевого канала (3).
Принудительное охлаждение осевого канала при закалке обеспечивает существенное снижение остаточных напряжений. Однако уровень временных напряжений, остается весьма высоким, особенно в первоначальный период закалки, что не исключает возможность образования трещин. При этом высокие растягивающие напряжения образуются как в поверхностном слое бочки (изза высокого градиента температур между поверхностью, температура которой несколько выше точки М, и более глубокими слоями),так и на поверхности осевого канала, подвергающейся принудительному охлаждению (также из-эа высокого градиента температур) ° В средней части сечения, имеющей более высокую температуру, по закону равновесия формируются сжимающие напряжения.
Поставленная цель достигается тем, что способу термообработки, включающему форсированный печной нагрен до температуры закалки, выдержку до достижения температуры закалки на заданной глубине, струйную закалку бочки с охлаждением осевого канала и отпуск, после выдержки до достижения температуры закалки на заданной глубине валок подстуживают на воздухе до достижения на поверхности бочки температуры A > а охлаждение осевого канала начинают при достижении в сечении бочки максимальной температуры A
Такие показатели качества валка, как твердость и глубина закаленного слоя, уровень остаточных напряже1076 470 ний при термообработке по предлагаемому способу остаются примерно на том же уровне, что и для известного.
Уменьшение градиента температур между поверхностью бочки и зоной сечении с максимальной температурой, обеспечиваемое в,результате подстуживания валка на воздухе до температуры поверхности бочки равной А >,. приводит к существенному снижению временных растягивающих напряжений 10 в поверхностной зоне в самый опасный первоначальный период закалки, когда температура поверхности несколько выше точки И„. Это исключает возможность образования закалочных 15 трещин в поверхностной зоне.
Пример. Осуществляют срав- 60 нительное расчетно-экспериментальное исследование свойств опорного валка стана ТЛС-5000 диаметром
2100 мм с осевым каналом 700 мм, изготовленного из дисперсионно-тверде. ющей стали 70Х2МФБ и термообработанного по известному и предлагаемому способам.
550 С, форсированный печной нагрев о до температуры поверхности бочки
1025 С, подстуживание валка на возо духе до температуры поверхности бочки А„ =720 С, струйная закалка с охлаждением осевого канала проточной водой, которое начинают, когда максимальная температура в сечении снижается до А„ =695 С.
Для известного и предлагаемого способов термообработки проводят расчет температурных полей и напряженно-деформированного состояния в вал ке.
2100 мм по глубине 30 мм от поверхности бочки.
Температура аустенизации 1025 С выбрана по результатам эксперимен тальной оценки содержания ванадия, растворенного в аустените при раз» ных температурах (методом фазового анализа карбидного осадка).
При выбранной для стали 70Х2МФВ температуре аустенизации 1025 С в твердый раствор переходит примерно
50% всего содержащегося в стали ванадия. Это обеспечит повышенную прокаливаемость стали и ее способность к дисперсионному твердению. Оставшийся связанным в карбиды ванадий (40Ъ) и карбиды ниобия предотвращают рост аустенитного зерна.
Глубину закаленного слоя (распределение твердости в поверхностном слое валка) оценивают экспериментально-расчетным методом по результатам наложения расчетных кривых охлаждения для разных точек ;сечения на экспериментально определенные термокинетические диаграммы стали (для разных температур аустенизации).
В табл. 2 представлены расчетные значения временных напряжений на поверхности бочки и на поверхности осевого канала, а также твердость в
Термическая обработка валков диаметром от 51 до 160 мм
Валки данной группы отличаются большим отношением длины бочки к диаметру (L/D)=2-8. Вследствие достаточной жесткости они сохраняют геометрические размеры, как в состоянии окончательной термической обработки, так и в исходном состоянии. Применение объемной, индукционной электрозакалки ТПЧ приводят к упрочнению и охрупчиванию сердцевинных слоев валка, поэтому в качестве окончательной термической обработки валков диаметром от 51 до 160 м является высокочастотная поверхностная электрозакалка с использованием машин генераторов с частотой 8000-2500 Гц. При такой частоте глубина проникновения тока незначительна (5-7 мм). С учетом переходной (упрочненной) зоны общая глубина закаливаемого слоя может составлять 20-30 мм диаметр. Остающаяся часть сечения (сердцевина) не упрочняется, поэтому возможно подавление рабочего слоя. Для упрочнения сердцевины механической обработки (с припуском) валки подвергают термическому улучшению по следующим режимам:
 Твердость составляет 280-240 НВ
Твердость составляет 280-240 НВ
Б.Д. Петровым и др. [72] при разработке рациональной технологии электрозакалки валков на генераторе 3600 Гц была изменена конструкция индуктора (вдвое увеличена его высота), а также в 1,5 раза увеличен зазор между индикатором и валком. Были рекомендованы следующие режимы электрозакалки валков холодной прокатки стали 9Х:
| Диаметр валка, мм | Режим закалки | Глубина закаленного слоя, мм |
| Мощность, кВт | Скорость перелог. инд. мм/сек | |
| 45-60 | 1,5 | 5-6 |
| 60-75 | 1,5 | 5-6 |
| 1,5 | 5-6 | |
| 105-110 | 1,5 | 5-6 |
Для заполнения резкого перехода от закаленного слоя к сердцевине применялись предварительные подогревы перед закалкой (2,3,4-кратные). Это обеспечивает полученные глубины активного закаленного слоя (до 85 HSh) в пределах 5-6 мм при поверхностной твердости 92-97 HSh. Несколько расширяется также глубина переходного слоя. Применение предварительных подогревов перед электрозакалкой резко сокращает число предварительных поломок и отслоений и приводит к трехкратному и более повышению числа валков, работающих до естественного износа.
Температуру отпуска электрозакалочных валков в зависимости от требуемой твердости, назначают в соответствии с данными таблицы 34 [73].
| Твердость на бочке валка после отпуска в массе, HSh | Температура отпуска, ºC для стали | ||
| 9Х, 9Х2 | 9Х2МФ | 9Х2СВФ | |
| 97-100 | 140-150 | 150-160 | 160-170 |
| 95-97 | 150-160 | 160-170 | 170-180 |
| 93-95 | 160-180 | 170-180 | 180-190 |
| В воде 90-95 [71] | 80-100 |
Термический отжиг рабочих валков диаметром > 160 мм
К этой группе валков относятся рабочие валки листовых станов, опорные валки многовалковых станов, обрабатываемые до твердости рабочих валков, валки листовые правильных машин.
Предварительный термический отжиг. К предварительному термическому отжигу поковок валков относится отжиг, улучшение, нормализация с отжигом и др.
Применение отжига после ковки обусловлено необходимостью перекристаллизации структуры кованого металла, снижения твердости и уровня остаточных напряжений, предупреждения флокенообразования, обеспечивающее удовлетворительную обрабатываемость при механической обработке и др. Для гарантированного получения мелко-дисперстной перлито-сорбитной структуры по всему сечению поковок, особенно при возможных отклонениях в процессе ковки или отжига, в практике производства очень часто после отжига применим процесс улучшения [56]. В целом по вопросам предварительного термического отжига стали валковых марок, как теоретически, так и на практике не выработано определенных рекомендаций.
В результате этого применяемые в наше время заводами тяжелого машиностроения технологические схемы термического отжига валков большого диаметра (более 160 мм) весьма различимы.
1) [73, c. 56] предварительная термическая обработка поковок диаметром до 530 мм в условиях завода А. – отжиг и улучшение, рис. 45.
Режим отжига для стали 9Х, 9Х2, 9Х2В, 9Х2МФ, 9Х2СВФ, представляет собой обычный отжиг с однократной перекристаллизацией и регулируемым охлаждением. Улучшение: температура аустенизации (870-890), значит увеличение (на 90-135 0 ) температуры критических точек, благодаря чему карбидная фаза (Te, Cr)3C почти полностью растворяется и возрастает прокаливаемость. После закалки производят отпуск, температура отжига меньше AС1=700-720°С. При такой температуре высокого отпуска происходит образование структуры сорбита (НВ 30-40).
2) завод В применяют высокотемпературную нормализацию с высоким отпуском (т АС1) с последующей закалкой и отжигом (780-730°С)* для стали 9Х, 9Х2МФ, 9Х2В, рис. 46 (круглые валки диаметром 500-1000 м).
*Борисов И.А. Исследование особенностей исправления крупнозернистой структуры в сталях для валков холодной прокатки и штампов. Автореферат. канд. диссер. М-ва, 1968 г.
В чем же сущность самой технологической схемы термической обработки? В первой части нормализации применяют высокотемпературный (730-750°С) то ли отпуск, то ли отжиг, что приводит к фазовой перекристаллизации. Во второй части схемы процесса термическая обработка после закалки валков в масле предусмотрено применение последнего отжига (780-790°С). Очевидно, применение такой термической обработки облегчает процесс обезводорожевания поковок. Относительно структуры металла можно заметить, что независимо от того, к какой структуре приводит нормализация с отпуском (отжигом) и закалка – конечная структура формируется окончательным отжигом и характеризуется большой неоднородностью.

3) Завод Б – двойная нормализация с отпуском (рис. 47) для работы валков листовых станов диаметр 400-750 мм.
При 950-960°С растворяется карбидная сетка, а при последующем переохлаждении до температуры 350-300°С на воздухе исключается возможность её выполнения. Температура 840-850°С принята для устранения возможного перегрева стали при 950-960ºC. Новый режим исключает надобность в термическом улучшении.
5) Режим изотерического отжига поковок (рис. 49), не требующий применения последующего улучшения или предшествующей нормализации, предложен В.М. Дегтяревым [77].
В основе своей режим приемлем в случае правильного поведения операций ковки, гарантирующих отсутствие карбидной сетки. Режим весьма длителен и приводит к нерациональному использованию оборудования.
В Польской Народной Республике [78] широко применяют режим нормализации (800-830ºC) с отжигом (750-760ºC). Отличительными особенностями являются температурные ступени при нагреве и охлаждении (рис. 50).
В зарубежных странах Запада в режимах предварительной термической обработки крупных поковок вообще, и поковок валков холодной прокатки в частности, учтены преимущественно возможности проявления флокенов, а поэтому эти режимы весьма длительны.
Для проведения предварительной термической обработки используют термические печи с выдвижным подом и ямного типа (отжиг, нормализация), а также вертикальные шахтные газовые или электрические печи (улучшение).
Более мелкие поковки валков можно охлаждать в песочных ямах.


| Диаметр поковки, мм | Выдержка, ч. | Нагрев со υ град/ч | Выравнивание, ч. | Выдержка, ч. | Охлаждение, град/ч | Выравнивание, ч. | Выдержка, ч. | Охлаждение, град/ч | Выдержка, ч. | Охлаждение, град/ч | Выдержка, ч. | Диаметр поковки, мм | Посадка и выдержка, ч. | Нагрев град/ч | Выравнивание, о/ч. | Нагрев, о/ч. | Выравнивание, о/ч. | Выдержка, о/ч. | Посадка и выдержка | Нагрев, о/ч. | Выравнивание, ч. | Выдержка, ч. | Охлаждение до температуры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1-2 | 2-3 | 3-4 | 4-5 | 5-6 | 6-7 | 7-8 | 8-9 | 9-10 | 10-11 | 11-12 | 1-2 | 2-3 | 3-4 | 4-5 | 5-6 | 6-7 | 7-8 | 8-9 | 9-10 | 10-11 | 11-12 | 12-13 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 120-250 | ≤100 | по садке | по садке | 100-200 | Посадка в печь с температурой 350-850 ºC | — | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


| Диаметр поковки, мм | Накоплен, ч. | Выдержка, ч. | Нагрев, о/ч. | Выравнивание, ч. | Выдержка, ч. | Охлаждение, о/ч | Выдержка, ч. | Нагрев, о/ч | Выравнивание, ч. | Выдержка, ч. | Охлаждение, о/ч | Охлаждение, о/ч | Выдержка, ч. | Нагрев о/ч | Выравнивание, ч. | Выдержка, ч. | Нагрев, о/ч | Выравнивание, ч. | Выдержка, ч. | Выдержка, ч. | Нагрев о/ч | Выравнивание, ч. | Выдержка, ч. |
| 1-2 | 2-3 | 3-4 | 4-5 | 5-6 | 6-7 | 7-8 | 8-9 | 9-10 | 10-11 | 11-12 | 12-13 | 1-2 | 2-3 | 3-4 | 4-5 | 5-6 | 6-7 | 7-8 | 9-10 | 10-11 | 11-12 | 12-13 | |
| Не ограничено | На воздухе | 3-5 | 3-4 | 2-3 | 5-7 | 6-8 | |||||||||||||||||
| 501-650 | 4-5 | 4-5 | 3-4 | 7-9 | 8-10 | ||||||||||||||||||
| 651-750 | 5-6 | 5-6 | 4-5 | 9-11 | 10-12 | ||||||||||||||||||
| 751-850 | 6-8 | 6-7 | 5-6 | 11-13 | 12-14 | ||||||||||||||||||
| 851-1000 | 8-10 | 7-8 | 6-7 | 13-15 | 14-16 |

| Диаметр поковки, мм | Выравнивание, ч. | Нагрев, о/ч. | Выравнивание, ч. | Выдержка, ч. | Охлаждение, град/ч | Выдержка, ч. | Нагрев, град/ч | Выравнивание, ч. | Выдержка, ч. | Охлаждение, град/ч | Выдержка, ч. | Нагрев, о/ч. | Выравнивание, ч. | Выдержка, ч. | Охлаждение, о/ч | Охлаждение, о/ч |
| 1-2 | 2-3 | 3-4 | 4-5 | 5-6 | 6-7 | 7-8 | 8-9 | 9-10 | 10-11 | 11-12 | 12-13 | 13-14 | 14-15 | 15-16 | 16-17 | 17-18 |
| 400-500 | Посадка в печь | 4-5 | По мощности печи | — | 4-5 | Охлаждение на воздухе до 400º, с 400 до 300 в печи с закрытой крышкой и шибером | По мощности печи | — | 4-5 | Охлаждение на воздухе до 400º, с 400 до 300 в печи с закрытой крышкой и шибером | 8-10 | — | 18-20 | |||
| 500-600 | 5-6 | — | 5-6 | — | 5-6 | 10-12 | — | 20-25 | ||||||||
| 600-700 | 6-7 | — | 6-7 | — | 6-7 | 12-14 | — | 25-30 | ||||||||
| 700-750 | 7-8 | — | 7-8 | — | 7-8 | 14-16 | — | 30-35 |
Технология индукционной электротермической обработки
Технология индукционной электротермической обработки
М.О. РАБИН, А.Г. ОРЛОВСКИЙ
ISSN 0026-0819. «Металловедение и термическая обработка металлов», № 6. 1963 г.
На нашем заводе впервые использовали индукционный нагрев для термической обработки автомобильных деталей. В 1937—1938 гг. совместно с лабораторией проф. В. П. Вологдина была освоена поверхностная закалка шеек коленчатого вала двигателя ЗИС-5 в поточной линии механообрабатывающего цеха на высокочастотном станке-полуавтомате. Удельный вес термической обработки с использованием индукционного нагрева для поверхностного упрочнения деталей на ЗИЛе по отношению к другим способам поверхностного упрочнения составляет более 61 % (автомобили ЗИЛ-164А и ЗИЛ157К).
Поверхностная закалка при поверхностном нагреве изделия. Это наиболее распространенный вид термической обработки с использованием индукционного нагрева.
Глубина закаленного слоя определяется глубиной слоя, нагретого до температуры закалки. Местной поверхностной закалке подвергают детали из сталей 45, 40Х, 40ХНМА и др. В большинстве случаев местную поверхностную закалку используют для повышения износостойкости деталей, у которых запасы прочности достаточно велики (распределительные и коленчатые валы, оси, стержни переключения, разжимные кулаки и др.).
Местную закалку в отдельных случаях используют также для упрочнения наиболее нагруженных участков деталей с целью повышения их общей прочности (например, упрочнение трубы полуоси автомобиля ЗИЛ-164А). Раньше трубу изготовляли из нормализованной стали 40Х или улучшенной (для автобусов), и за счет прочности мате-риала трубы обеспечивалась конструктивная прочность наиболее нагруженного участка.
После анализа распределения рабочих напряжений на трубе были упрочнены поверхностной закалкой места приложения наибольшего знакопеременного изгибающего момента. В результате прочность трубы из углеродистой стали 45, закаленной на глубину 2-4 мм при HRC 50-62, превысила прочность трубы из нормализованной или улучшенной стали 40Х. Внедрение процесса упрочнения трубы полуоси из стали 45 в 1959 г. дало 230 000 руб. экономии (в новом масштабе цен).
Использование местной закалки для повышения прочности деталей — одно из главных направлений в развитии индукционной термической обработки на заводе.
Поверхностная закалка при глубинном нагреве. При поверхностном индукционном нагреве под закалку требуются значительные генераторные мощности (0,8-2 кВт на 1 см 2 нагреваемой поверхности). Кроме потребности в значительных мощностях нагрева, в ряде случаев встречаются большие трудности в осуществлении поверхностного нагрева под закалку по обводу деталей сложного профиля (например, зубьев шестерен).
Применение двухчастотного нагрева для шестерен, при котором можно получать поверхностный нагрев по профилю зуба, требует использования весьма больших мощностей токов звуковых и радиочастот. Это ограничивает область применения индукционной закалки приповерхностном нагреве изделия.
На нашем заводе для закалки шестерен разработана и используется сталь пониженной прокаливаемости (критический диаметр 6-15 мм); глубина закалки обусловливается ограничением прокаливаемости стали [2]. Нагрев под закалку осуществляется при малых удельных мощностях (0,2-0,05 кВт/см 2 ).
Применение сравнительно небольших мощностей, отсутствие необходимости в концентрации этой мощности строго по заданной сложной поверхности детали делают использование этой стали при указанном глубинном нагреве полезной для термической обработки шестерен и других деталей с тонким сечением упрочняемого элемента.
Сталь пониженной прокаливаемости 55ПП при закалке после глубинного индукционного нагрева используется для изготовления и термической обработки ведомой цилиндрической шестерни заднего моста автомашины ЗИЛ-164 взамен стали ЗОХГТ после цементации и закалки [3]. Этот метод применяется также на Горьковском автозаводе [4].
На рис. 1 показана макроструктура закаленной шестерни из стали 55ПП после глубинного индукционного нагрева. Нагрев на частоте 2500 Гц, мощность 140-150 кВт, время нагрева 76 сек, время охлаждения 6 сек, темп выдачи детали 120 сек.

Рис.1. Макроструктура ведомой шестерни заднего моста ЗИЛ-164 из стали 55ПП после индукционной закалки.
Внедрение указанного процесса в 1961 г. в поток механической обработки дало экономию 172 000 руб. Применение стали с ограниченной И регулируемой прокаливаемостью открывает новые области применения индукционного нагрева для термической обработки не только шестерен, но и других массовых деталей.
Поверхностная закалка ковкого ферритного чугуна. Поверхностная закалка ковкого ферритного чугуна обеспечивает весьма выгодное сочетание свойств в чугунной отливке — высокой износостойкости закаленной поверхности в условиях сухого трения при сохранении высоких прочностных характеристик.
На нашем заводе впервые была освоена закалка ТВЧ деталей из ковкого ферритного чугуна, и этот процесс был внедрен в поточную линию механической обработки для тормозных колодок и распорных втулок [5].
При обычном поверхностном нагреве под закалку стальных деталей в ковких ферритных чугунах диффузионное растворение углерода по всему объему слоя не успевает завершиться. Для увеличения скорости диффузионного насыщения применяют высокую температуру нагрева 1000-1050 °С. Режим нагрева под поверхностную закалку разделяется на три стадии:
1) нагрев при малой удельной мощности до 600-700 °С;
2) форсирование нагрева за счет увеличения удельных мощностей нагрева до 1000-1050 °С;
3) выдержка при этой температуре.
Общее время нагрева под закалку составляет 80-130 сек. Как показал опыт, в качестве охлаждающей среды при закалке может быть использована вода.
Закалка ковкого ферритного чугуна расширяет область применения индукционного нагрева для термической обработки.
Вследствие возможности поверхностной закалки ковкого ферритного чугуна стальной кованый кронштейн задней дополнительной рессоры заменен чугунным литым кронштейном.
На рис. 2 показаны исходная и закаленная структуры ковкого ферритного чугуна.

Рис.2. Макроструктура ковкого ферритного чугуна:
а — исходная; ×100; б — закаленного слоя; ×250.
Отпуск при индукционной закалке. Необходимость проведения отпуска после закалки с индукционным нагревом означает разрыв технологического цикла в поточной линии обработки вследствие высокой длительности процесса обычного отпуска (1-1,5 ч). Сокращение длительности отпуска до длительности, соизмеримой по времени с операциями механической обработки и поверхностной закалки (1-2 мин), является одним из условий, обеспечивающих внедрение процесса индукционной термической обработки в поток механической обработки. Сокращается длительность процесса, главным образом вследствие повышения температуры отпуска.
Самоотпуск. При поверхностной закалке с индукционного нагрева лишь 50-80 % тепла, полученного деталью при нагреве, используется непосредственно на нагрев закаленного слоя. Остальное тепло аккумулируется в сердцевине детали и при ограничении времени принудительного охлаждения закаливаемой поверхности может быть использовано для самоотпуска. Исследования показали, что при самоотпуске, длительность которого не превышает 10-60 сек, а температура поверхности на 60-80 °С выше назначаемой температуры обычного печного отпуска, действие обычного отпуска и самоотпуска одинаковы. Большим преимуществом самоотпуска является возможность проведения его немедленно после закалки, что позволяет эффективно предотвращать закалочные трещины. В настоящее время при обработке более 80 % деталей, проходящих индукционную закалку, используется самоотпуск. Самоотпуск заменяет низкотемпературный печной отпуск.
Однако самоотпуск можно применять и для замены высокотемпературного отпуска (улучшение поршневого пальца для подготовки структуры под поверхностную закалку).
Поршневой палец изготовляют из нормализованной стали 45. Для обеспечения прочности пальца и главным образом для получения мелкодисперсной структуры, обеспечивающей возможность сокращения времени перевода нагреваемого под закалку слоя в аустенит в течение примерно 0,7 сек, поршневой палец предварительно улучшается. Улучшение пальца сводится к объемному индукционному нагреву его и затем к кратковременному охлаждению водяным душем поверхности с таким расчетом, чтобы при ограничении времени охлаждения структура сердцевины была сорбитной или троостосорбитной, с твердостью HRC 28-35, соответствующей структуре обычного улучшения. Подробное описание этого процесса дано в работе [6].
Электроотпуск. По условиям индукционного нагрева и охлаждения после закалки не всегда можно обеспечить самоотпуск, особенно на тонких сечениях деталей и деталях сложной формы. В таких случаях обычный отпуск целесообразно заменить электроотпуском при индукционном нагреве токами повышенной или промышленной частоты. При этом сокращение длительности отпуска достигается за счет повышения температуры отпуска, что может быть легко достигнуто равномерным прогревом изделия по сечению закаленного слоя.
Высокотемпературный электроотпуск на твердость HRC 23-35 после поверхностной закалки проводится на резьбовом конце полуосевой трубы из стали 45. Улучшение резьбы необходимо для повышения прочности на смятие и срез.
Электроотпуск осуществляется в том же индукторе, что и для нагрева под закалку. Во многих случаях для электроотпуска целесообразно использовать ток промышленной частоты.
В настоящее время на ЗИЛе изготовлен и испытывается индуктор для электроотпуска осей коромысел клапанов ЗИЛ-130, питаемый от сети 50 Гц через трансформатор. Такой нагреватель монтируется вместе с индукционным закалочным устройством и составляет единый агрегат для индукционной термической обработки.
Выбор частоты. Частота тока обусловливает выбор параметров индукционного нагрева и оборудования.
Рациональный выбор частоты тока связан с экономической эффективностью процесса. Для правильного выбора частоты в данном случае может быть использована таблица, составленная на основании производственною опыта.
| Частота в Гц | Рациональная глубина закалки в мм | Минимальный диаметр при нагреве под закалку в мм | |
| возможный | желательный | ||
| 1000 | 3-17 | 22 | 44 |
| 2500 | 2-11 | 14 | 28 |
| 8000 | 1-6 | 8 | 16 |
| 70000 | 0,5-3 | 2,5 | 5 |
Перспективы внедрения технологии индукционного нагрева.
Специализированные установки для термической обработки имеют механизированную загрузку и выдачу деталей.
Предполагается внедрение процессов термической обработки тяжелонагруженных деталей (полуосей, поворотных кулаков, шкворней поворотных кулаков и др.).
В связи с разработкой и освоением сталей ограниченной прокаливаемости появляется возможность комплексного использования индукционного нагрева под горячую накатку шестерен и последующей поверхностной закалки в поточной линии механической обработки.
Разработанный и внедренный на заводе процесс газовой цементации с индукционным нагревом, позволивший решить вопрос изготовления шестерен в единой поточной линии механообрабатывающего цеха, в связи с переходом на изготовление нового автомобиля заменен цементацией и нитроцементацией.
При дальнейшей разработке технологических процессов будет продолжено освоение технологии нитроцементации с индукционным нагревом.
На заводе проводятся работы по использованию индукционного электронагрева для термомеханической обработки рессор.
Внедрение новых технологических процессов и расширение индукционной электротермической обработки сократят трудоемкость и себестоимость изготовления автомобильных деталей, повысят надежность эксплуатации автомобилей и улучшат условия труда рабочих.
1. Шепеляковский К.3., Рыскин С.Е. Техника применения индукционного нагрева. Машгиз, 1949.
2. Шепеляковский К.3. «МиТОМ», 1960, № 12.
3. Шепеляковский К.3. «Автомобильная промышленность», 1962, № 10.
4. Натанзон Е. И. «Автомобильная промышленность», 1962, № 8.
5. Рабин М.О. «Литейное производство», 1954, № 9.
6. Шкляров И.Н., Огневский В. А. «Вестник машиностроения», 1959, № 9.